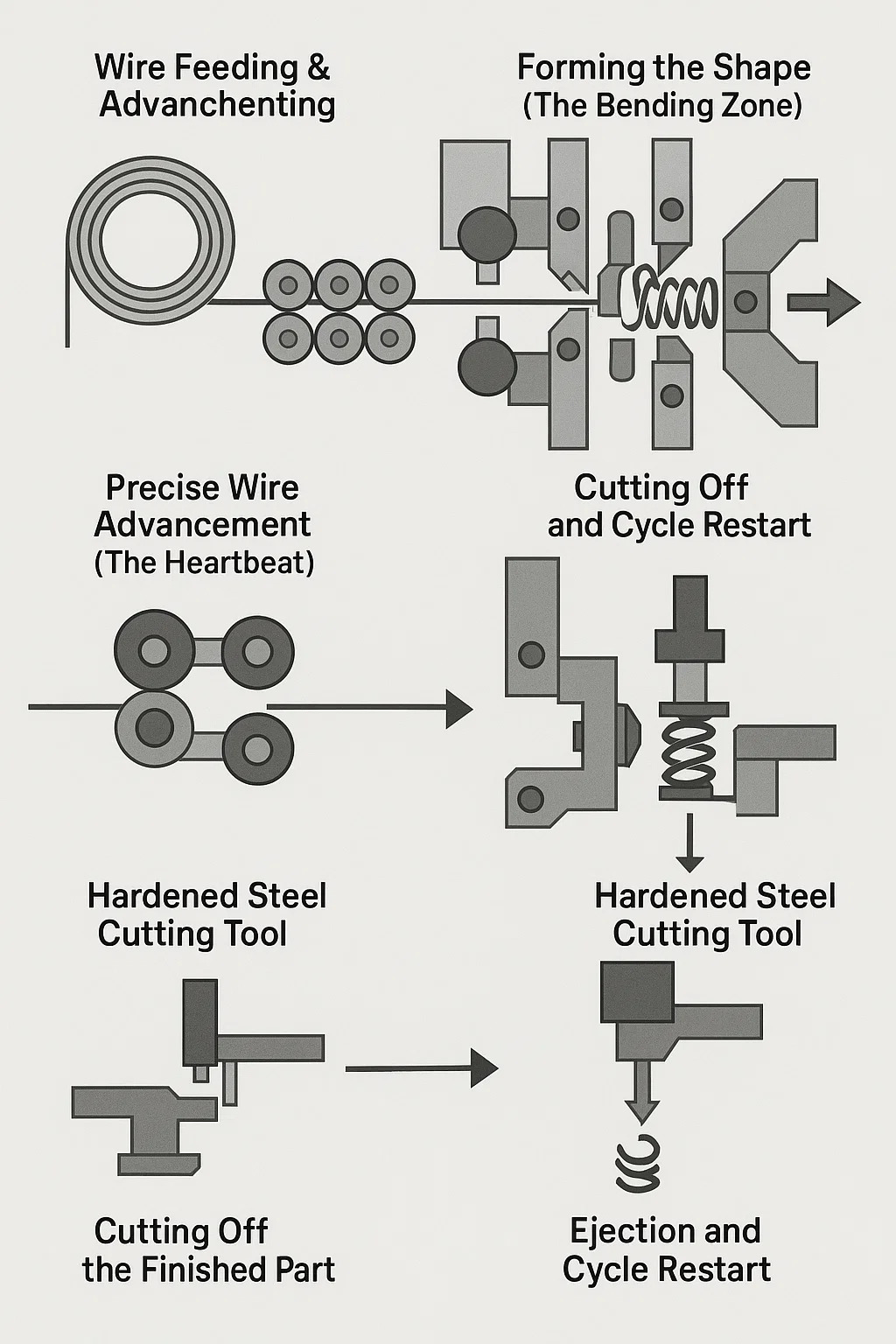
Pružinové stroje transformovať stočený kovový drôt na pružiny alebo drôtené formy pomocou presného sledu mechanických úkonov. Ako fungujú:
Vinutý drôt je namontovaný na otočnej odvíjacej cievke za strojom.
Drôt sa podáva do sady vyrovnávacích valcov (zvyčajne 5-10 valcov z kalenej ocele usporiadaných striedavo). Keď drôt prechádza, tieto valce aplikujú riadený tlak, aby odstránili akékoľvek krivky alebo zalomenia z pamäte cievky, čím sa vytvorí dokonale rovný drôt vstupujúci do oblasti tvarovania.
Narovnaný drôt prechádza medzi párom výkonných, vrúbkovaných podávacích valcov.
Servomotor (v CNC strojoch) alebo vačkový mechanizmus (v mechanických strojoch) tieto valce prerušovane otáča. Každá rotácia posúva presne vypočítanú dĺžku drôtu dopredu do tvarovacích nástrojov. Táto presná dĺžka posuvu určuje kritické vlastnosti, ako je celková dĺžka pružiny a vzdialenosť medzi závitmi.
Ako sa drôt posúva, pohybuje sa do oblasti tvarovania, kde je umiestnených viacero tvarovacích nástrojov (tiež nazývaných nástroje, prsty alebo sklíčka).
Tieto nástroje sú namontované na robustných nástrojových stĺpikoch okolo centrálneho tŕňa (tŕňa) alebo tvarovacieho čapu, ktorý definuje vnútorný priemer.
Vačky (mechanické) alebo servá (CNC): diktujte postupnosť pohybu:
Mechanické stroje: Rotujúce vačky fyzicky tlačia alebo ťahajú páky spojené s tvarovacími nástrojmi pomocou spojok. Každý profil vačky riadi načasovanie a vzdialenosť, o ktorú sa jeden nástroj pohybuje dovnútra alebo von.
CNC stroje: Jednotlivé servomotory priamo poháňajú každý tvárniaci nástroj nezávisle. Počítačový program presne riadi polohu, rýchlosť a načasovanie každého pohybu nástroja.
Akcie ohýbania: Keď sa drôt posúva do správnej polohy:
Jeden nástroj môže buchnúť nabok a vytvoriť ohyb alebo odsadenie.
Iný nástroj by sa mohol prudko otáčať, aby omotal drôt okolo tŕňa a vytvoril zvitok.
Nástroje môžu stlačiť vertikálne a vytvoriť na koncoch slučky alebo háčiky.
Nástroj rozstupu sa môže pohybovať synchronizovane s posuvom, aby ovládal rozstup medzi cievkami pri ich navíjaní.
Viaceré nástroje pôsobia v rýchlom, koordinovanom slede, aby postupne ohýbali drôt do požadovaného zložitého tvaru.
Po vytvorení konečného ohybu sa uvedie do činnosti nástroj na rezanie z kalenej ocele (často čepeľ alebo gilotína).
Pohybuje sa rýchlo a silno proti nákove alebo stacionárnej čepeli, pričom vytvarovanú pružinu alebo časť drôtu čisto odreže od zostávajúceho materiálu podávania drôtu.
Načasovanie rezu je presne synchronizované s koncom tvarovacieho cyklu.
Po rezaní sa tvarovaný diel nechá buď klesnúť gravitáciou dole žľabom, alebo sa jemne vytlačí z tvarovacej zóny pomocou sťahovacieho nástroja.
Tvarovacie nástroje sa súčasne stiahnu späť do svojich „domácich“ polôh.
Podávacie valce okamžite posúvajú ďalšiu presnú dĺžku drôtu.
Cyklus sa nepretržite opakuje vysokou rýchlosťou (potenciálne stovky častí za minútu).

TK-208A/TK-208B TYP TK-208A/TK-208B CNC STROJ NA NAVÍJANIE PRUŽIN TK-208C TYP TK-208C......
Pozri Podrobnosti
TK-312 TK-312 3-OSÍ CNC STROJ NA NAVÍJANIE PRUŽIN ...
Pozri Podrobnosti
TK-316 TO-316 3-OSÍ CNC STROJ NA NAVÍJANIE PRUŽIN ...
Pozri Podrobnosti
TK-320 TO-320 3-OSÍ CNC STROJ NA PRUŽINOVÉ NAVÍJANIE ...
Pozri Podrobnosti
TK-335 TO-335 3-OSÍ CNC STROJ NA NAVÍJANIE PRUŽIN ...
Pozri PodrobnostiMobilný QR kód

 Jazyk
Jazyk  中文简体
中文简体
