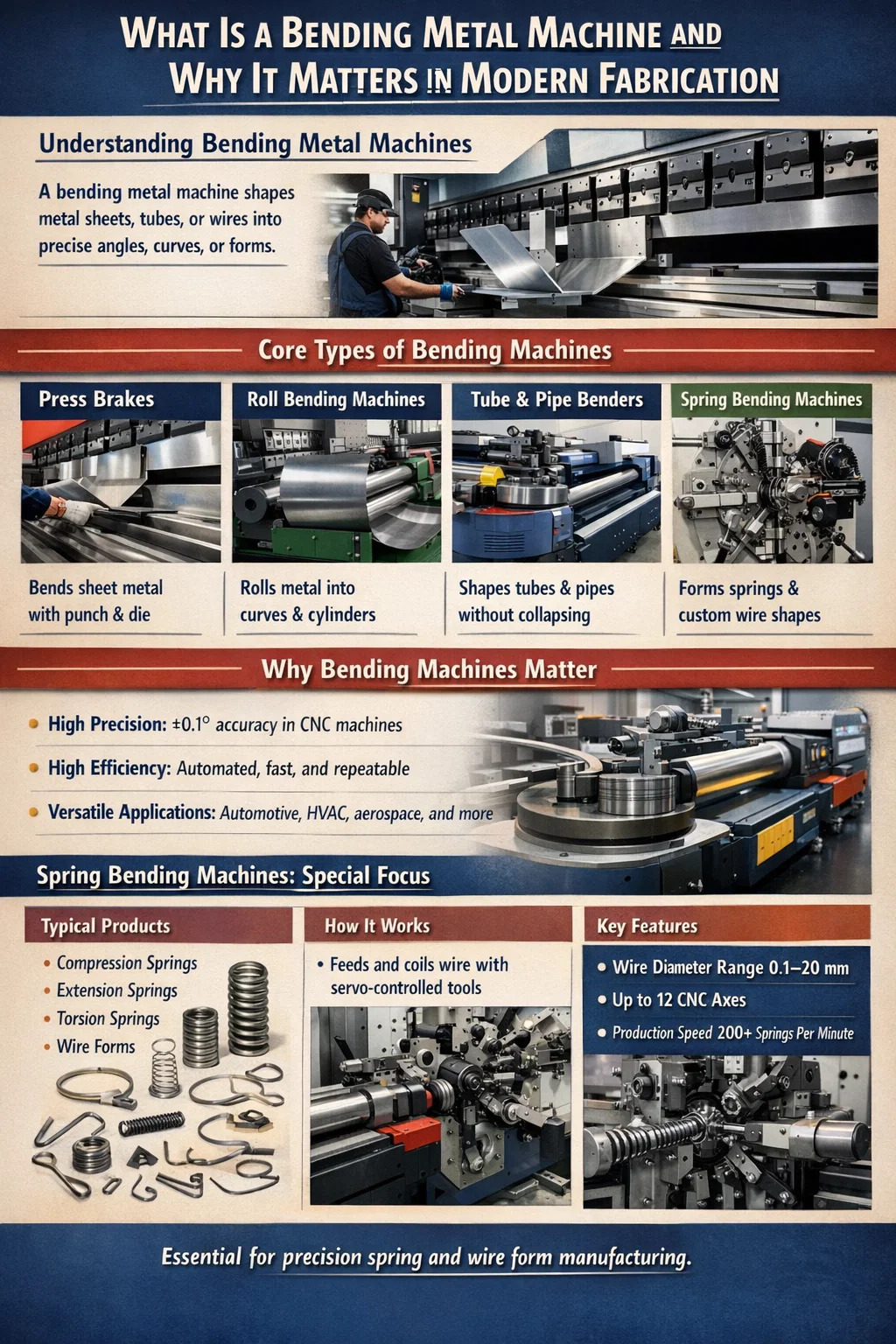
A stroj na ohýbanie kovov je priemyselné zariadenie určené na deformáciu kovových obrobkov – plechov, tyčí, rúrok alebo drôtov – do presných uhlov, kriviek alebo zložitých trojrozmerných tvarov bez rezania alebo zvárania. Základný záver je jednoduchý: ak vaša výrobná linka vyžaduje konzistentné, opakovateľné kovové tvary v mierke, špecializovaný ohýbací stroj nie je voliteľným vybavením – je to chrbtica vášho pracovného toku. Manuálne ohýbanie spôsobuje ľudskú chybu, nekonzistentné polomery ohybu a únavu operátora; mechanizované ohýbanie eliminuje všetky tri.
Moderné stroje na ohýbanie kovov siahajú od jednoduchých hydraulických ohraňovacích lisov schopných ohýbať plech z mäkkej ocele s hrúbkou 3 mm až po sofistikované CNC viacosové systémy, ktoré dokážu vykonať 40 rôznych ohýbacích sekvencií v jednom automatizovanom cykle. Napríklad CNC ohraňovací lis strednej triedy môže dosiahnuť uhlovú opakovateľnosť ±0,1°, čo je v podstate nedosiahnuteľné manuálnym ovládaním. Pre automobilové držiaky, vzduchotechnické potrubia, nábytkové rámy, elektrické skrine a stovky ďalších kategórií produktov nie je táto úroveň presnosti luxusom – je to výrobná požiadavka.
Ohýbačka pružín je špecializovanou podskupinou širšej rodiny ohýbačiek. Kým všeobecný ohraňovací lis sa zameriava na plech, a stroj na ohýbanie pružín je špeciálne navrhnutý na navíjanie, navíjanie a tvarovanie drôtu alebo tyče do tlačných pružín, ťažných pružín, torzných pružín a vlastných tvarov drôtu. Tieto dva typy strojov často koexistujú v rovnakom zariadení – a pochopenie toho, ako sa navzájom dopĺňajú, je nevyhnutné pre každého manažéra výroby, ktorý získava vybavenie.
Pojem "stroj na ohýbanie kovov" zastrešuje niekoľko rôznych architektúr strojov. Výber nesprávneho typu pre vašu aplikáciu vedie k nízkej kvalite dielov, nadmernému opotrebovaniu nástrojov a zbytočným kapitálovým výdavkom. Nižšie je uvedený štruktúrovaný rozpis hlavných kategórií.
Ohraňovací lis je celosvetovo najrozšírenejším strojom na ohýbanie plechu. Používa súpravu razidla a matrice na aplikovanie lokalizovanej sily pozdĺž priamky, čím sa vytvorí jeden ohyb na zdvih. Hydraulické ohraňovacie lisy dominujú v náročných aplikáciách – ohýbanie oceľového plechu s hrúbkou až 25 mm v dĺžke ohýbania 6 metrov alebo viac. Elektrické servo ohraňovacie lisy, ktoré sú od roku 2018 čoraz obľúbenejšie, ponúkajú úsporu energie 30 – 50 % v porovnaní s hydraulickými náprotivkami a poskytujú rýchlejšie časy cyklov pre prácu s tenkým rozchodom (0,5 – 3 mm). CNC ohraňovacie lisy pridávajú programovateľné polohovanie zadného dorazu, automatickú kompenzáciu koruny a viackrokové poradie ohybov, čím sa skracuje čas nastavenia z hodín na minúty pri prepínaní medzi programami dielov.
Stroje na ohýbanie valcov - tiež nazývané doskové valce alebo ohýbačky sekcií - používajú dva alebo tri poháňané valce na nepretržité zakrivenie kovu do oblúkov, krúžkov alebo valcov. Sú nevyhnutné pre výrobu tlakových nádob, výrobu rúr, architektonické oceľové konštrukcie a výrobu nádrží. Trojvalcový symetrický stroj je štandardom na výrobu veľkopriemerových valcov z plochého plechu. Štvorvalcový stroj pridáva štvrtý valec, ktorý vopred ohýba prednú hranu, čím sa eliminuje ploché miesto, ktoré je klasickým obmedzením trojvalcových dizajnov. Polomery ohybu od úzkych 150 mm oblúkov až po jemné oblúky s presahom niekoľkých metrov sú dosiahnuteľné v závislosti od tonáže stroja a priemeru valca.
Stroje na ohýbanie rúrok ohýbajú duté profily – okrúhle, štvorcové alebo obdĺžnikové rúry – bez toho, aby sa ich prierez zrazil. Ohýbanie s rotačným ťahom, najpresnejšia metóda, upína rúrku proti formovacej matrici a otáča ju okolo pevnej ohýbacej matrice, často s vnútorným tŕňom, ktorý zabraňuje zrúteniu steny. Táto metóda je štandardná v automobilových výfukových systémoch, klietkach, rámoch bicyklov a leteckých hydraulických vedeniach. CNC ohýbačky rúrok s viacvrstvovými nástrojovými hlavami môžu vyrábať diely vyžadujúce viacero ohybov v rôznych rovinách – jeden komponent automobilového výfuku môže mať 8 až 12 rôznych ohybov naprogramovaných v poradí.
Stroje na ohýbanie drôtu a stroje na ohýbanie pružín spracovávajú materiál s menším priemerom – zvyčajne drôt s priemerom od 0,1 mm do 20 mm – a formujú ho do zložitých dvojrozmerných alebo trojrozmerných foriem drôtu, svoriek, konzol, hákov a pružín. Táto kategória si zaslúži osobitnú diskusiu a podrobne sa jej venuje v nasledujúcich častiach.
| Typ stroja | Primárny materiál | Typická tolerancia | Spoločné priemyselné odvetvia |
|---|---|---|---|
| CNC ohraňovací lis | Plech 0,5–25 mm | ±0,1° | Vzduchotechnika, elektronika, stavebníctvo |
| Tanier Roll | Doska do 100 mm | priemer ±1–2 mm | Tlakové nádoby, nádrže |
| CNC ohýbačka rúrok | Rúrka OD 6–200 mm | ±0,2° | Automobilový priemysel, letectvo |
| Pružinový ohýbací stroj | Drôt 0,1–20 mm | rozstup ±0,05 mm | Pružiny, drôtené formy, spony |
A stroj na ohýbanie pružín — tiež označovaný ako stroj na navíjanie pružín, CNC pružinový formovač alebo stroj na tvarovanie drôtu v závislosti od konfigurácie — je vysoko špecializovaný stroj na ohýbanie kovov určený na spracovanie drôteného materiálu na pružiny a formy drôtu pri vysokej priepustnosti. Pochopenie princípu jeho fungovania pomáha objasniť, prečo ho nemožno jednoducho nahradiť univerzálnym ohýbacím strojom.
Drôt je ťahaný z cievky alebo narovnávaný z cievky a vedený cez presné vodiace valčeky do tvarovacej zóny. Mechanizmus podávania – zvyčajne servopoháňaný systém unášacích kotúčov – riadi dĺžku podávaného drôtu s presnosťou ± 0,05 mm. Vo tvarovacej zóne navíjací bod alebo tvarovací nástroj vychyľuje drôt, aby sa vytvoril priemer cievky. Nástroj na nastavenie sklonu súčasne riadi axiálny posun cievky, pričom určuje voľnú dĺžku a stúpanie pružiny. Rezací mechanizmus – buď rotačná rezačka alebo vačkový nôž poháňaný vačkou – oddelí hotovú pružinu od drôtu v naprogramovanom bode.
Na CNC strojoch na ohýbanie pružín je každá os – dĺžka posuvu, poloha bodu navíjania, uhol sklonu nástroja a načasovanie rezu – nezávisle riadená servomotorom a synchronizovaná prostredníctvom centrálneho ovládača pohybu. Špičkové stroje od výrobcov ako Wafios, Itaya alebo Bamatec dokážu produkovať tlačné pružiny rýchlosťou presahujúcou 200 kusov za minútu pre drôt s malým priemerom (pod 1 mm), s rozmerovou opakovateľnosťou, ktorej sa ručné navíjanie pružiny nemôže priblížiť.
Pruženie – elastické zotavenie kovu po ohýbaní – je ústrednou výzvou pri všetkých operáciách ohýbania kovov, ale je obzvlášť dôležité pri výrobe pružín. Pretože funkčný výkon pružiny závisí od presných geometrických rozmerov (voľná dĺžka, priemer závitu, stúpanie), akékoľvek odpruženie, ktoré spôsobí rozmerovú odchýlku, sa priamo premietne do pružiny, ktorá nespĺňa špecifikáciu zaťaženia. CNC ohýbačky pružín kompenzujú spätné pruženie algoritmicky: riadiaci softvér prehne drôt o vypočítanú hodnotu tak, aby po elastickom zotavení hotová pružina dopadla na cieľový rozmer. Táto hodnota nadmerného ohybu sa mení v závislosti od materiálu drôtu, priemeru, stavu temperovania a polomeru ohybu a moderné stroje ukladajú tieto hodnoty do materiálových knižníc pre rýchlu zmenu úlohy.
Nákup stroja na ohýbanie kovov – či už ohraňovacieho lisu, ohýbačky pružín alebo ohýbačky rúr – si vyžaduje vyhodnotenie súboru technických parametrov, ktoré určujú, či stroj skutočne dokáže vyrobiť vaše diely. Spoliehanie sa na popis predajcu bez overenia týchto údajov v porovnaní s vašimi požiadavkami na súčiastky je spôsob, akým spoločnosti skončia so strojmi, ktoré túto prácu nedokážu zvládnuť.
Ohýbaný materiál určuje výber nástrojov, požiadavky na tonáž, kompenzáciu pruženia a dosiahnuteľný polomer ohybu. Nie všetky kovy sa ohýbajú rovnako a stroj na ohýbanie kovov optimalizovaný pre mäkkú oceľ môže pri pokuse o ohýbanie tvrdenej pružinovej ocele alebo titánu priniesť úplne odlišné výsledky – alebo úplne zlyhať.
Predvolený referenčný materiál pre ohýbacie stroje. Mäkká oceľ (medza klzu približne 250 MPa) je zhovievavá, ohýba sa čisto a má mierne odpruženie. Je to materiál používaný pri hodnotení tonáže strojov a odporúčaniach na otváranie lisovníc. Mäkká oceľ triedy S235 alebo A36 sa spoľahlivo ohýba na minimálny vnútorný polomer ohybu 0,5× hrúbka materiálu bez praskania.
Oceľ HSLA (medza klzu 350 – 700 MPa) a triedy AHSS používané v konštrukciách karosérií automobilov vyžadujú podstatne väčšiu tonáž na ohýbanie – často 2 až 3-násobok tonáže požadovanej pre ekvivalentnú hrúbku mäkkej ocele . Odpruženie je tiež proporcionálne vyššie: 90° ohyb v HSLA oceli môže vyžadovať naprogramovanie razníka na 84 – 87°, aby sa dosiahol uhol 90° po odpružení. Otvor matrice musí byť tiež širší, aby sa zabránilo praskaniu na línii ohybu.
Austenitické nehrdzavejúce ocele (304, 316) sa počas ohýbania mechanicky vytvrdzujú, čo zvyšuje odolnosť pri postupujúcom ohýbaní. Vyžadujú približne o 50 % viac tonáže ako mäkká oceľ rovnakej hrúbky a vykazujú výrazné odpruženie. Povrchy nástrojov musia byť udržiavané v čistote, aby sa zabránilo kontaminácii nehrdzavejúcej ocele, ktorá spôsobuje koróziu počas prevádzky.
Hliník vyžaduje menšiu tonáž ako oceľ, ale je náchylnejší na povrchové značenie a praskanie, ak je ohnutý v smere vlákna plechu. Podmienky temperovania sú kritické: 5052-H32 sa ľahko ohýba na 1-násobok hrúbky, zatiaľ čo 6061-T6 v rovnakej hrúbke môže prasknúť, pokiaľ sa polomer ohybu nezvýši na 3-4-násobok hrúbky. Stroje na ohýbanie pružín spracovávajúce hliníkový drôt pre elektrotechnický alebo baliaci priemysel musia používať leštené vodidlá a tvarovacie nástroje, aby sa zabránilo poškodeniu povrchu.
Pružinová oceľ – typicky oceľ s vysokým obsahom uhlíka (0,6 – 1,0 % uhlíka) alebo legovaná pružinová oceľ, ako je 51CrV4 – je primárnym materiálom pre stroje na ohýbanie pružín. Tieto materiály majú medzu klzu 1 000 – 2 000 MPa a extrémne vysoké pruženie. Stroj na ohýbanie pružín musí byť schopný aplikovať tvárniace sily, ktoré presahujú medzu klzu drôtu, a zároveň presne kontrolovať plastickú deformáciu, ktorá určuje konečnú geometriu pružiny. Hudobný drôt (ASTM A228) je najbežnejším typom pružinového drôtu — viac ako 70 % presných tlačných pružín sú navinuté z hudobného drôtu alebo tvrdo ťahaného drôtu, pretože majú stálu pevnosť v ťahu a kvalitu povrchu.
| Materiál | Medza klzu (MPa) | Springback Level | Min. Polomer ohybu | Tonáž vs. mäkká oceľ |
|---|---|---|---|---|
| Mäkká oceľ (A36) | 250 | Nízka | 0,5× t | 1× (základná hodnota) |
| Oceľ HSLA | 450 – 700 | Vysoká | 1,5–2× t | 2–3× |
| 304 Nerez | 310 | Stredne vysoké | 1× t | 1,5× |
| 6061-T6 hliník | 276 | Stredná | 3–4× t | 0,5× |
| Hudobný drôt (ASTM A228) | 1 500 – 2 000 | Veľmi vysoká | 0,5–1× d | Len pružinový stroj |
Každý ohýbací stroj spadá do jednej z troch úrovní riadenia: ručné, hydraulické/mechanické so základným ovládaním alebo plne CNC. Každá vrstva má odlišný profil nákladov na kapacitu a správna voľba závisí od objemu výroby, zložitosti dielov a dostupných zručností operátora.
Ručné ohýbacie brzdy, ručne ovládané skriňové a panvové brzdy a ručne nastavované stroje na navíjanie pružín sú vhodné pre prototypovú prácu, výrobu s veľmi malým objemom (menej ako 50 dielov na sériu) alebo situácie, kde je rôznorodosť dielov extrémne vysoká a nastavenia sa neustále menia. Ich kapitálové náklady sú nízke – ručnú ohýbaciu brzdu schopnú ohýbať 1,2 mm oceľ na 1 m je možné zakúpiť za 500 – 3 000 USD. Kompromisom je kvalita závislá od operátora, pomalá priepustnosť a značná fyzická námaha pre ťažšie meradlá. V kontexte výroby pružín sa sústruhy s ručným pružinovým navíjaním stále používajú na prototypovanie a zákazkové objednávky jednotlivých kusov, kde by čas CNC programovania prekročil hodnotu dielov.
Hydraulické ohraňovacie lisy s jednoduchým hĺbkovým dorazom a manuálne nastaveným zadným dorazom predstavujú ťahúňa malých a stredných výrobných dielní po celom svete. Tieto stroje sú robustné, relatívne jednoduché na údržbu a sú schopné vykonávať náročnú prácu. 100-tonový, 2,5 m hydraulický ohraňovací lis so základným 2-osovým zadným dorazom zvyčajne stojí 15 000 – 40 000 USD v závislosti od značky a pôvodu. Sú vhodné pre stredne objemné série jednoduchých dielov – rovné príruby, kanály a uholníky z mäkkej ocele alebo hliníka, kde sa vyžaduje jeden alebo dva ohyby na diel.
Plné CNC riadenie premení ohýbačku na programovateľnú výrobnú bunku. CNC ohraňovací lis ukladá stovky programov dielov, z ktorých každý definuje sekvenciu ohybu, polohy zadného dorazu, hĺbku pohybu razníka, korekciu koruny a parametre materiálu. Operátor vyberie program, načíta diel a stroj automaticky vykoná celú sekvenciu ohybu. Čas nastavenia pre opakovanú úlohu klesne zo 45 – 90 minút (na ručne nastavenom zariadení) na menej ako 5 minút. Pre továreň s 20 až 30 rôznymi číslami dielov za deň má toto zníženie neproduktívneho času ročne väčšiu hodnotu ako cenová prirážka CNC systému.
CNC ohýbačky pružín poskytujú analogické výhody: akonáhle je pružinový program napísaný a kvalifikovaný, každá nasledujúca výrobná séria začína od známeho dobrého východiskového stavu. Zmeny parametrov – priemer cievky, voľná dĺžka, rozstup – vyžadujú iba úpravy softvéru, nie mechanické úpravy. Popredné CNC ovládače pružinových strojov od Wafios (Nemecko) a Itaya (Japonsko) zahŕňajú rozmerovú spätnú väzbu v reálnom čase: integrovaný merací systém kontroluje každú pružinu podľa naprogramovanej špecifikácie a automaticky odmieta diely mimo tolerancie. Čas na kvalifikáciu prvého článku klesne o 60 – 80 % v porovnaní s ručne nastavenými navíjacími strojmi.
Ohýbačka je len taká schopná ako jej nástroje. Pre ohraňovacie lisy súprava raznice a matrice určuje minimálny polomer ohybu, dosiahnuteľný uhol ohybu a maximálnu hrúbku materiálu. V prípade strojov na ohýbanie pružín definujú navíjacie nástroje, nástroje na rozstup a rezné nástroje geometrie pružín, ktoré je možné vyrobiť. Nástroje sú opakujúce sa náklady, ktoré sa musia zohľadniť pri výpočte celkových nákladov na vlastníctvo.
Štandardné ohraňovací lisy európskeho typu (kompatibilné s Trumpf/Wila) sa stali de facto celosvetovým štandardom, pričom nástroje od jedného výrobcu montujú stroje od desiatok ďalších. Profily dierovačov siahajú od dierovačov s ostrým uhlom (30°) pre tesné príruby cez dierovače s husím krkom pre hlboké ohýbanie škatúľ až po lemovacie dierovače pre záhyby s nulovým polomerom. Otvory v tvare V sa vyberajú na základe hrúbky materiálu: všeobecné pravidlo je otvor v tvare V = 6–10× hrúbka materiálu pri ohýbaní vzduchom. Razníky a matrice z kalenej nástrojovej ocele v štandardných konfiguráciách vydržia 500 000 až 1 000 000 zdvihov, kým si vyžadujú renováciu. Špeciálne nástroje – valčekové kladičky na polomerové ohýbanie, ofsetové razníky pre úzke príruby – zvyšujú všestrannosť, ale zvyšujú náklady na zásoby nástrojov.
Nástroje pre stroj na ohýbanie pružín sú špecifickejšie pre aplikáciu ako nástroje na ohraňovanie. Navíjacie hroty sú zvyčajne zakončené karbidom volfrámu, aby odolali nepretržitému oderu vysokopevnostného drôtu pri vysokej rýchlosti. Bod navíjania môže pred výmenou vydržať 50 – 200 miliónov cyklov, ale to sa výrazne líši v závislosti od stavu povrchu drôtu a mazania. Náradie na rozstup, vodiace rúrky a rezné nástroje podobne podliehajú opotrebovaniu a musia sa v pravidelných intervaloch kontrolovať. Udržiavanie zásob spotrebného materiálu pre nástroje – najmä pre veľkoobjemové výrobné pružiny – predchádza nákladným neplánovaným prestojom. Náklady na kompletnú sadu nástrojov pre nový profil pružín na stroji na ohýbanie pružín CNC sa pohybujú od 200 do 2 000 USD v závislosti od zložitosti, čo je skromné v porovnaní s nákladmi na ohraňovacie nástroje pre nezvyčajné geometrie dielov.
Každá prevádzka ohýbacieho stroja sa stretáva s opakujúcimi sa problémami s kvalitou. Identifikácia základnej príčiny – stroj, nástroje, materiál alebo programovanie – je nevyhnutným predpokladom na vyriešenie problému. Nasledujú najčastejšie chyby, s ktorými sa stretávame pri operáciách ohraňovacieho lisu a ohýbania pružín, s ich príčinami a opravami.
Symptóm: Ohyb 90° meria 90° v strede, ale 92° na koncoch, alebo naopak. Príčina na ohraňovacom lise: vychýlenie rámu stroja (prehnutie) pri zaťažení, čo spôsobí, že stred lôžka sa vychýli viac ako konce. Oprava: aktivujte korunkový systém; ak stroju chýba vyklenutie, použite segmentovú matricu s hrubšími časťami v strede alebo znížte dĺžku ohybu tak, aby zostala v rámci menovitého výkonu priameho ohybu stroja. Na stroji na ohýbanie pružín zmena stúpania pozdĺž dĺžky pružiny naznačuje opotrebovaný nástroj na nastavenie stúpania alebo nekonzistentné vyrovnávanie drôtu.
Príznak: Diely ohnuté na rovnaký program vychádzajú s mierne odlišnými uhlami – v rámci jednej dávky alebo medzi dávkami. Príčina: zmena vlastností materiálu medzi zvitkami alebo plechmi. Dokonca aj certifikovaný materiál rovnakej triedy sa môže líšiť o ± 5–10 % v medze klzu medzi výrobnými teplami. Oprava: spodné ohýbanie (razenie) namiesto ohýbania vzduchom eliminuje kolísanie pruženia za cenu vyššej tonáže — materiál je plne plasticky deformovaný cez svoju hrúbku. Pri ohýbaní pružín sa to prejavuje ako rozptyl voľnej dĺžky a koriguje sa sprísnením špecifikácií dodávateľa drôtu (rozsah pevnosti v ťahu), zlepšením vyrovnávania drôtu a použitím spätnoväzbového merania v uzavretej slučke na úpravu parametrov tvarovania v reálnom čase.
Symptóm: Na vonkajšom povrchu ohybu sa tvoria mikrotrhliny alebo viditeľné zlomeniny. Príčiny: polomer ohybu príliš tesný pre materiál, ohyb proti smeru zrna materiálu (smer valcovania) alebo použitie tvrdeného materiálu, ktorý má nedostatočnú ťažnosť. Oprava: zväčšite vnútorný polomer ohybu (minimálne 1× hrúbka materiálu pre väčšinu ocelí v priečnom smere, 2× v pozdĺžnom smere pre tvrdšie zliatiny). V prípade plechu orientujte diely tak, aby čiara ohybu bola kolmá na smer valcovania. V prípade pružinového drôtu praskanie indikuje chyby povrchu drôtu alebo polomer zvinutia pod minimom pre daný priemer drôtu a tvrdosť.
Príznak: Dĺžka voľnej pružiny začína na nominálnej hodnote a postupne sa zvyšuje alebo znižuje v priebehu výrobného cyklu bez zmeny programu. Príčina: tepelná rozťažnosť podávacích valcov alebo tvárniacich nástrojov stroja pri zahrievaní stroja od studeného štartu alebo progresívne opotrebovanie navíjacieho bodu meniace efektívny polomer navíjania. Oprava: pred výrobným meraním počkajte 15–20 minút na zahriatie; monitorovať a zaznamenávať voľnú dĺžku do štatistického kontrolného diagramu procesu počas celého cyklu; stanovte intervaly výmeny nástrojov na základe nameraného posunu dĺžky, a nie na základe ľubovoľných časových intervalov.
Pochopenie toho, ktoré odvetvia najviac závisia od strojov na ohýbanie kovov, pomáha uviesť do kontextu rozsah tejto kategórie zariadení a stávky spojené s výberom a údržbou strojov.
Jedno osobné vozidlo obsahuje odhad 100 až 200 jednotlivých komponentov pružiny — ventilové pružiny, závesné pružiny, sedlové pružiny, vratné brzdové pružiny, spojkové pružiny a desiatky drôtených svoriek a držiakov. Každý z nich sa vyrába na stroji na ohýbanie pružín. Stroje na ohýbanie plechu vyrábajú výstuže karosérie, konzoly, tepelné štíty a konštrukčné prvky. Požiadavky na tolerancie automobilového priemyslu – v kombinácii s objemami výroby meranými v miliónoch jednotiek ročne – robia CNC ohýbacie stroje s meraním počas procesu a štatistickou kontrolou procesov nevyhnutnými.
Letecké aplikácie vyžadujú sledovateľnosť a certifikáciu v každom kroku výroby. CNC ohýbacie stroje v leteckých zariadeniach musia udržiavať kompletné revízne záznamy – zaznamenávať, ktorý program bol použitý, aké boli parametre stroja a aké boli namerané rozmery každého dielu. Titán, Inconel a zliatiny hliníka a lítia predstavujú extrémne výzvy v oblasti ohýbania: odpruženie titánu je približne dvojnásobok ocele pri ekvivalentnej hrúbke, čo si vyžaduje sofistikovanú kompenzáciu nadmerného ohybu. Stroje na ohýbanie pružín v leteckom a kozmickom priemysle vyrábajú pružiny podvozkov, pružiny vyhadzovacích sedadiel a vratné pružiny ovládacieho lanka podľa presných špecifikácií zaťaženia overených povinným testovaním zaťaženia.
Elektronický priemysel používa stroje na ohýbanie pružín na výrobu kontaktných pružín pre konektory, kontakty batérií, spínacie pružiny a držiaky tvaru drôtu v materiáloch od fosforového bronzu a berýliovej medi až po nehrdzavejúcu oceľ. Tieto časti sú často extrémne malé – bežné sú priemery drôtov 0,1 – 0,5 mm – a vyžadujú rýchlosť výroby niekoľko stoviek kusov za minútu s rozmerovými toleranciami ± 0,02 mm. Stroje na ohýbanie plechu vyrábajú kryty, podvozky a držiaky chladičov pre elektronické zariadenia z hliníka a ocele.
Ohraňovacie lisy a skladacie brzdy dominujú v konštrukcii a vo výrobe kovov HVAC, vyrábajúc potrubné rozvody, lemovanie, fasádne panely, konštrukčné konzoly, prekladové uholníky a kryty zariadení z pozinkovanej ocele, hliníka a plechu z nehrdzavejúcej ocele. Plechovňa slúžiaca pre HVAC obchod môže prevádzkovať 3–8 ohraňovacích lisov rôznych kapacít na manipuláciu s rôznymi materiálmi a veľkosťami dielov. Produktivita v týchto dielňach sa meria lineárnymi metrami ohnutého profilu za smenu – dobre fungujúci CNC ohraňovací lis dokáže vyrobiť 2 000 až 4 000 lineárnych metrov ohýbaného výrobku za 8-hodinovú zmenu v závislosti od zložitosti dielu a materiálu.
Lekárske pružiny a drôtené formy – vodiace drôty katétrov, chirurgické klipové pružiny, fixačné pružiny implantátov a komponenty diagnostických zariadení – sa vyrábajú na presných strojoch na ohýbanie pružín podľa špecifikácií biomedicínskej kvality. Medzi materiály v tomto sektore patrí nehrdzavejúca oceľ 316L, nitinol (zliatina niklu a titánu s tvarovou pamäťou) a titán. Tvarovanie nitinolového drôtu na stroji na ohýbanie pružín je obzvlášť náročné: superelastické správanie materiálu znamená, že štandardné modely spätného odpruženia sa neuplatňujú a dráhy nástroja musia byť vyvinuté empiricky pre každú geometriu dielu.
Zaobstaranie stroja na ohýbanie kovov – najmä stroja na ohýbanie pružín – si vyžaduje väčšiu starostlivosť ako nákup väčšiny kapitálových zariadení, pretože schopnosť stroja je vysoko špecifická pre aplikáciu a rozdiely vo výkone medzi dodávateľmi sú značné. Nasledujúci kontrolný zoznam platí bez ohľadu na to, či kupujete nový, renovovaný alebo použitý.
Dodávateľ, ktorý môže spustiť vaše skutočné vzorové diely na svojom predvádzacom stroji a ukázať vám výsledky kontroly prvého výrobku, je nekonečne cennejší ako ten, ktorý poskytuje iba technické listy. Než sa zaviažete k nákupu, trvajte na predvedení stroja s vaším drôtom alebo doskovým materiálom. Vyžiadajte si referencie od zákazníkov vo vašom odvetví a kontaktujte ich. Opýtajte sa konkrétne na presnosť v priebehu času (nielen na výkon po vybalení), dostupnosť náhradných dielov a reakciu technickej podpory, keď sa stroj počas výroby zrúti.
Obstarávacia cena ohýbacieho stroja je zvyčajne 40 – 60 % jeho celkových nákladov na vlastníctvo počas 10-ročnej životnosti. Zostatok zahŕňa nástroje (5 000 – 50 000 USD počas životnosti stroja pre ohraňovací lis), údržbu a náhradné diely (rozpočet 2 – 4 % z kúpnej ceny ročne), spotrebu energie (80-tonový hydraulický ohraňovací lis spotrebuje približne 7,5 kW; ekvivalentný elektrický servostroj spotrebuje v priemere 1,5 – 2 kW) a zaškolenie obsluhy. V prípade stroja na ohýbanie pružín pridajte počas nastavovania náklady na šrot drôtu – zle naprogramovaná práca na tvarovanie pružiny na CNC stroji môže spotrebovať 5 – 15 kg drôtu, kým sa nedosiahne dobrá vzorka, čo pri 3 – 8 $/kg pre hudobný drôt predstavuje 15 – 120 $ stratu suroviny na nastavenie.
Použitý ohraňovací lis od renomovaného výrobcu — AMADA, Trumpf, Bystronic, LVD — dokáže dodať 80 – 90 % kapacity nového stroja za 30 – 50 % obstarávacej ceny za predpokladu, že stroj bol riadne udržiavaný a riadiaca jednotka CNC a hydraulický systém sú v dobrom stave. Medzi kľúčové kontrolné body patrí rovnobežnosť barana (kontrola s presnosťou naprieč baranom vo viacerých polohách), presnosť polohovania zadného dorazu (overenie pomocou testovacieho programu s 20 po sebe idúcimi cyklami polohovania a meraním variácií) a stav hydraulického oleja a stabilita tlaku v systéme. Pri použitých strojoch na ohýbanie pružín skontrolujte opotrebenie navíjacieho nástroja, stav podávacieho valca a overte, či riadiaci systém dokáže komunikovať s aktuálnym programovacím softvérom – zastarané proprietárne ovládače môžu spôsobiť, že stroj bude skutočne nepoužiteľný, ak softvér už nie je podporovaný.
Ohraňovacie lisy a ohýbačky pružín patria medzi obrábacie stroje, ktoré sú pri výrobe kovov najviac náchylné na zranenia. Najmä ohraňovací lis má dlhú históriu zranení rúk a prstov spôsobených rýchlo sa zatvárajúcim razníkom. Moderné bezpečnostné normy výrazne znížili mieru zranení, ale dodržiavanie si vyžaduje pochopenie konkrétnych bezpečnostných systémov.
Stroje na ohýbanie pružín predstavujú odlišný profil poranenia: hlavným nebezpečenstvom sú odletujúce konce drôtu počas navíjania, najmä ak dôjde k pretrhnutiu alebo nesprávnemu podávaniu drôtu pri vysokej rýchlosti výroby. Konce drôtov pri rýchlosti 150–200 m/min môžu spôsobiť vážne tržné rany. Uzavreté stráženie okolo zóny tvarovania, povinné OOP (ochranné okuliare a rukavice odolné proti prerezaniu) a automatické zastavovacie systémy spúšťané snímačmi prerušenia drôtu sú minimálnymi bezpečnostnými požiadavkami. Stroje na ohýbanie pružín by sa nikdy nemali prevádzkovať s odstránenými ochrannými krytmi, a to ani počas nastavovania a nastavovania – postup, ktorý dramaticky zvyšuje riziko zranenia a je hlavnou príčinou zranení, ktoré sa vyskytujú v zariadeniach na výrobu pružín.

TK-13200, TK-7230 TK-13200、 TK-7230 12AXES CNC STROJ NA NAVÍJANIE PRUŽINY ...
Zobraziť podrobnosti
TK-13200, TK-7230 TK-13200、 TK-7230 12AXES CNC STROJ NA NAVÍJANIE PRUŽINY ...
Zobraziť podrobnosti
TK12120 TK-12120 12AXES CNC PRUŽINOVÝ STROJ ...
Zobraziť podrobnosti
TK-6160 TK-6160 CNC PRUŽINOVÝ STROJ ...
Zobraziť podrobnosti
TK-6120 TK-6120 CNC PRUŽINOVÝ STROJ ...
Zobraziť podrobnosti
TK-5200 TK-5200 5AXES CNC PRUŽINOVÝ STROJ na navíjanie ...
Zobraziť podrobnosti
TK-5160 TK-5160 5AXES CNC PRUŽINOVÝ STROJ na navíjanie ...
Zobraziť podrobnosti
TK-5120 TK-5120 5AXOS CNC STROJ NA NAVÍJANIE PRUŽINY ...
Zobraziť podrobnostiMobilný QR kód

 Jazyk
Jazyk 

