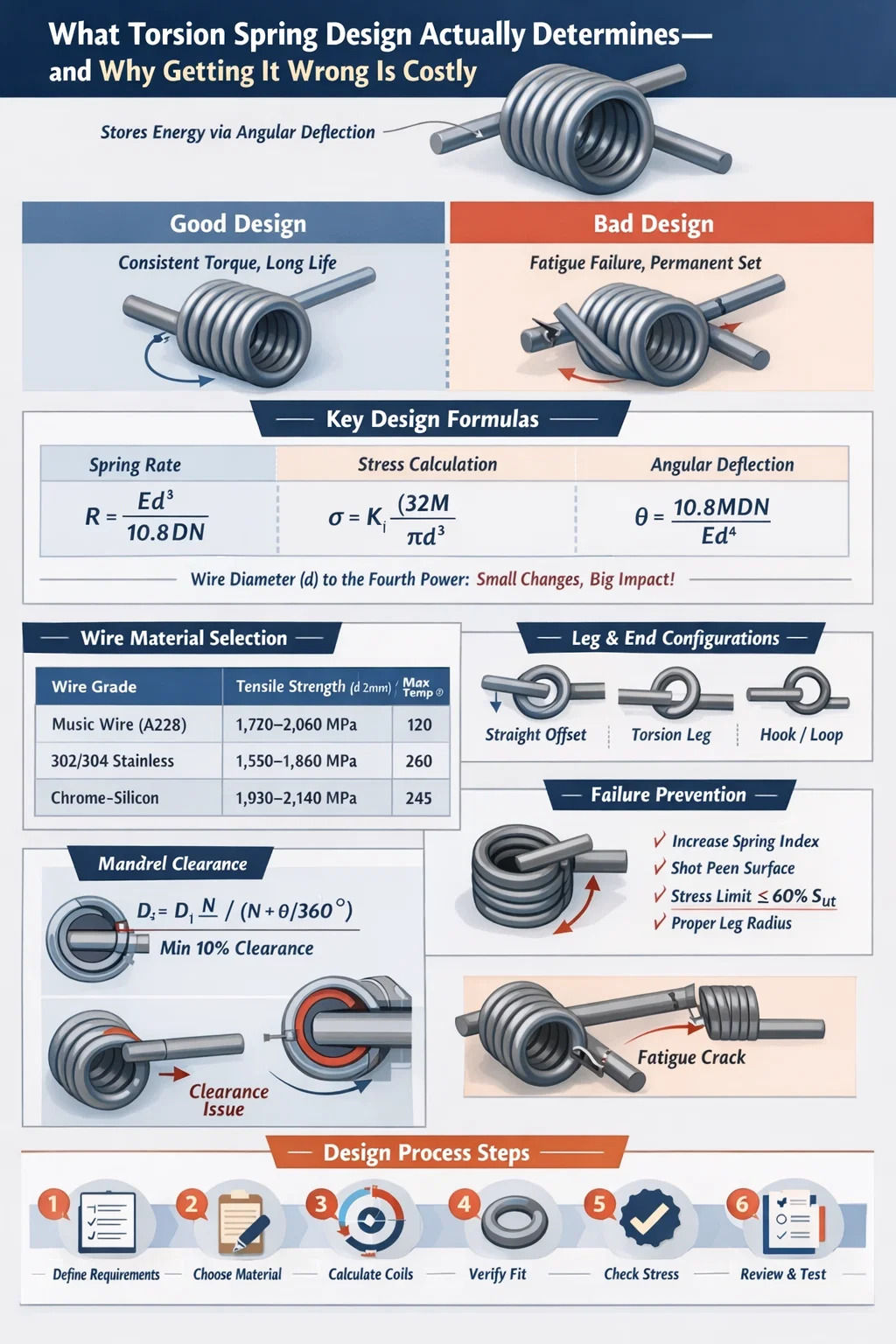
Dizajn torznej pružiny je proces špecifikácie geometrie, materiálu, charakteristík zaťaženia a výrobných tolerancií pružiny, ktorá ukladá energiu skôr uhlovým vychýlením než lineárnym stláčaním alebo predlžovaním. Získajte správny dizajn a pružina poskytuje konzistentný krútiaci moment v tisícoch alebo miliónoch cyklov. Pomýlite sa a budete čeliť predčasnej únave, trvalému nastaveniu alebo nepredvídateľným krivkám krútiaceho momentu, ktoré zničia následný mechanizmus.
Najkritickejším výstupom návrhu je tuhost pružiny (krútiaci moment na stupeň otáčania) , typicky vyjadrené v N·mm/° alebo lb·in/°. Každý ďalší parameter – priemer drôtu, priemer cievky, počet aktívnych cievok, geometria nohy, konfigurácia koncov – sa vkladá do tohto čísla. Stroj s torznými pružinami dokáže vyrobiť len to, čo špecifikuje dizajn, takže presnosť vo fáze návrhu eliminuje nákladné prepracovanie vo výrobe.
Tento článok vás prevedie celým procesom návrhu: od základných rovníc a výberu materiálu až po výrobné obmedzenia spôsobené strojmi s torznými pružinami, bežné režimy porúch a praktické stratégie tolerancie používané vo veľkoobjemovej výrobe.
Konštrukcia torznej pružiny sa spolieha na súbor dobre zavedených mechanických rovníc. Ich pochopenie nie je voliteľné – určujú, či vaša pružina prežije svoju životnosť alebo zlyhá v prvých niekoľkých tisícoch cyklov.
Uhlová tuhost pružiny R sa vypočíta ako:
R = Ed4 / (10,8 D N)
Kde E je modul pružnosti (MPa), d je priemer drôtu (mm), D je stredný priemer cievky (mm) a N je počet aktívnych cievok. Pre tvrdo ťahaný drôt z uhlíkovej ocele, E ≈ 196 500 MPa; pre nehrdzavejúcu oceľ 302/304, E ≈ 193 000 MPa; pre chróm-kremík (SAE 9254), E ≈ 201 000 MPa.
Všimnite si, že priemer drôtu sa zobrazuje v štvrtej mocnine. Zvýšenie d len o 10 % zvyšuje rýchlosť pruženia približne o 46 %. To je dôvod, prečo je priemer drôtu najcitlivejšou premennou v akejkoľvek konštrukcii torznej pružiny – malá odchýlka tolerancie má veľký vplyv na konečnú tuhosť pružiny.
Ohybové napätie v torznom pružinovom drôte je:
σ = K_i × (32M) / (πd³)
Kde M je aplikovaný moment (N·mm), d je priemer drôtu a K_i je korekčný faktor vnútorného napätia vlákna (nazývaný aj Wahlov faktor pre torzné pružiny). K_i zodpovedá za efekty zakrivenia a je definovaný ako:
K_i = (4C² - C - 1) / (4C (C - 1))
Kde C je index pruženia = D/d. Pre pružinový index 6 (bežná hodnota), K_i ≈ 1,24. Pre tesnú cievku s C = 4 sa K_i zvýši na približne 1,40. To znamená, že tesne vinutá pružina zaznamená o 13 % vyššie napätie vo vnútornom vlákne pri rovnakom aplikovanom momente – významný rozdiel, keď je konštrukčným obmedzením únavová životnosť.
Celková uhlová výchylka θ (v stupňoch) je:
θ = 10,8 M D N / (E d4)
Táto rovnica je inverzná k vzorcu tuhosti pružiny. Hovorí vám, o koľko sa pružina otáča pri danom aplikovanom krútiacom momente. V aplikáciách, ako sú závesy automobilových dverí alebo regulátory okien, je pre balenie mechanizmu kritické poznať presný uhol vychýlenia pri každej úrovni krútiaceho momentu.
Jedna vlastnosť jedinečná pre torzné pružiny: priemer závitu sa mení, keď sa pružina navíja alebo odvíja. Pri navíjaní v smere zatvárania (cievky sa napínajú) sa stredný priemer zmenšuje. Nový stredný priemer D2 je:
D2 = D1 N / (N 9/360°)
Pre pružinu s 8 aktívnymi závitmi otáčajúcimi sa o 90°, D₂ = D₁ × 8 / 8,25 = 0,970 × D₁ – zníženie o 3 %. Ak pružina funguje cez tŕň, konštruktér musí overiť, či D2 stále poskytuje primeranú vôľu; rušenie pri maximálnom vychýlení spôsobuje katastrofálne skoky krútiaceho momentu a predčasné zlyhanie. Štandardnou konštrukčnou praxou je zachovať min 10% vôľa medzi vychýleným vnútorným priemerom cievky a vonkajším priemerom tŕňa .
Výber materiálu je neoddeliteľný od konštrukcie torznej pružiny. Drôt musí poskytovať požadovanú pevnosť v ťahu, medzu odolnosti a odolnosť proti korózii v rozsahu prevádzkových teplôt, pričom musí zostať kompatibilný s formovacími schopnosťami stroja s torznými pružinami.
| Stupeň drôtu | Pevnosť v ťahu (d=2 mm) | Maximálna teplota (°C) | Typické použitie |
|---|---|---|---|
| Nakreslený (ASTM A227) | 1 380–1 650 MPa | 120 | Všeobecné použitie, statické zaťaženie |
| Hudobný drôt (ASTM A228) | 1 720–2 060 MPa | 120 | Vysokocyklová únava, presnosť |
| Nerez 302/304 (ASTM A313) | 1 550–1 860 MPa | 260 | Korozívne prostredie |
| 316 Nerez (ASTM A313) | 1 480 – 1 790 MPa | 315 | Námorná, chemická expozícia |
| Chróm-kremík (SAE 9254) | 1 930–2 140 MPa | 245 | Vysoký stres, zvýšená teplota |
| Inconel 718 | 1 240–1 380 MPa | 600 | Letectvo, plynové turbíny |
Pre väčšinu priemyselných aplikácií – dverové pánty, západky, navíjače a elektrické konektory – hudobný kábel (ASTM A228) je predvolená voľba . Jeho vysoká pevnosť v ťahu a konzistentná kvalita povrchu podporujú únavovú životnosť presahujúcu 500 000 cyklov pri úrovni napätia až do 70 % konečnej pevnosti v ťahu. Tvrdo ťahaný drôt stojí o 10–15 % menej, ale má hrubšiu povrchovú úpravu a väčšiu variabilitu pevnosti v ťahu, vďaka čomu je vhodnejší pre statické alebo nízkocyklové aplikácie.
Chrómovo-kremíkový drôt, hoci je drahší, je štandardnou voľbou pre automobilové ventilové pružiny a brzdové vratné pružiny, kde prevádzkové teploty dosahujú 200–240 °C a uvoľnenie napätia sa musí minimalizovať. Je to tiež náročnejšie pre stroj s torznými pružinami, pretože jeho vyššia tvrdosť urýchľuje opotrebovanie nástrojov – faktor, ktorý treba prediskutovať s výrobcom pri kontrole návrhu.
Fosforový bronz a berýliová meď sa objavujú v pružinách elektrických konektorov, kde je okrem mechanického výkonu dôležitá aj vodivosť. Najmä berýliová meď, hoci je drahá, dosahuje pevnosť v ťahu blížiacu sa 1 400 MPa a zachováva si vynikajúcu odolnosť voči tuhnutiu, vďaka čomu je vhodná pre presné nástroje s úzkymi toleranciami krútiaceho momentu počas predĺženej životnosti.
Koncová konfigurácia torznej pružiny – ako sú tvarované nohy, kde sa dotýkajú protiľahlých častí a akú geometriu sledujú – priamo ovplyvňuje tri veci: efektívny počet aktívnych závitov, koncentráciu napätia v spoji nohy a tela a to, čo môže stroj torzných pružín reálne vytvoriť.
Efektívny počet aktívnych cievok N_a zahŕňa príspevok nôh. Pre rovné nohy štandardná aproximácia pridáva L/(3πD) k počtu cievok tela, kde L je celková dĺžka oboch nôh. Pre pružinu so stredným priemerom závitu 20 mm a dvoma 30 mm ramenami to pridáva približne 30/(3π×20) ≈ 0,16 závitov – malá, ale netriviálna korekcia, keď sa vyžadujú prísne tolerancie tuhosti pružiny (±5 % alebo lepšie).
Ignorovanie tejto korekcie vedie k systematickým chybám tuhosti pružiny, ktoré sa prejavia počas kontroly prvého výrobku, čo si vyžaduje úpravy počtu závitov a dodatočný čas nastavenia stroja s torznou pružinou CNC.
Stroj na torzné pružiny – konkrétne CNC navíjací stroj so schopnosťou torznej pružiny – formuje drôt ohýbaním okolo navíjacieho tŕňa a súčasne tvaruje nohy a koncové prvky. Pochopenie toho, čo stroj môže a nemôže robiť, je nevyhnutné vo fáze návrhu, pred rezaním nástrojov.
Štandardné CNC stroje s torznými pružinami zvládajú priemery drôtu približne od 0,10 mm do 16 mm, v závislosti od triedy stroja. Pokrytie CNC navíjačiek základnej úrovne 0,3–3,5 mm; ťažké priemyselné stroje manipulujú s drôtom 3–16 mm. Pružný index (D/d) je prakticky obmedzený medzi 4 a 16 pre väčšinu výrobných sérií:
Sladkým bodom pre výrobu torzných pružinových strojov je C = 6 až C = 12 , kde sú tvárne sily zvládnuteľné, opotrebovanie nástroja je predvídateľné a rozmerové tolerancie sú dosiahnuteľné pri vysokých výrobných rýchlostiach.
Moderné CNC stroje s torznými pružinami – ako napríklad stroje od Wafios, Numalliance alebo Simplex – pracujú so 4 až 8 riadenými osami. Medzi kľúčové schopnosti patrí:
Voľný uhol – uhol medzi dvoma nohami v nezaťaženom stave – je jedným z najnáročnejších parametrov na ovládanie. Tolerancia voľného uhla ±3° až ±5° je štandardná výrobná kapacita; ±1° až ±2° je možné dosiahnuť pomocou prémiových CNC torzných pružinových strojov a kvalifikácie procesu, ale za vyššie náklady na kus. Dizajnéri by mali špecifikovať najprísnejšiu toleranciu, ktorú skutočne potrebujú, nie tú najpresnejšiu, o ktorej si myslia, že je to možné – prílišná špecifikácia tolerancie voľného uhla môže zdvojnásobiť alebo strojnásobiť náklady na diel bez zlepšenia funkcie produktu.
Po vytvarovaní sa torzné pružiny vyrobené z vopred vytvrdeného drôtu (hudobný drôt, ťahaný natvrdo, nerez) podrobia nízkoteplotnému vypaľovaniu – zvyčajne 175–230 °C počas 20–30 minút. To znižuje zvyškové napätia vyvolané počas navíjania, stabilizuje voľný uhol a znižuje nastavenie v prevádzke. Chróm-kremíkové a chróm-vanádiové pružiny sa vyrábajú z žíhaného drôtu a potom sa kalia v oleji a po zvinutí popúšťajú na konečnú tvrdosť, čo poskytuje väčšiu kontrolu nad vlastnosťami materiálu, ale vyžaduje si dodatočné procesné kroky na linke stroja na torzné pružiny.
Brokovanie, aplikované po tepelnom spracovaní, vyvoláva na povrchu drôtu zvyškové tlakové napätia, čím sa zvyšuje limit únavy 20 – 30 % pre pružiny pracujúce v opačnom ohybe. V prípade torzných pružín vo vysokocyklových aplikáciách (nad 500 000 cyklov) je takmer vždy špecifikované brúsenie brokov, napriek zvýšeniu nákladov na diel o 15–25 %, pretože alternatíva – únavové zlyhanie v teréne – je oveľa drahšia.
Únavové zlyhanie je dominantným spôsobom zlyhania torzných pružín pri cyklickom zaťažení. Začína na vnútornom povrchu cievky (kde je ohybové napätie najvyššie v dôsledku zakrivenia) alebo na spojení nohy a tela (bod koncentrácie napätia). Predpovedanie únavového života si vyžaduje pochopenie amplitúdy stresu aj stredného stresu.
Modifikované Goodmanovo kritérium spája prípustnú amplitúdu napätia σ_a so stredným napätím σ_m:
σ_a / S_e σ_m / S_ut = 1
Kde S_e je medza odolnosti a S_ut je konečná pevnosť v ťahu. Pre hudobný drôt S_e ≈ 0,45 × S_ut pre leštené vzorky. Korekčné faktory povrchovej úpravy to znižujú na približne 0,35–0,38 × S_ut pre výrobný drôt so štandardnou kvalitou povrchu.
Gerberova parabola sa niekedy používa ako alternatíva k rade Goodman, pretože sa viac hodí k empirickým údajom o únave pružiny pri vysokých stredných úrovniach napätia. Goodman však zostáva konzervatívnejší a uprednostňuje sa pre aplikácie kritické z hľadiska bezpečnosti.
V praktickej konštrukcii torznej pružiny poskytujú nasledujúce ciele pomeru namáhania spoľahlivý výkon pri únave:
Tieto ciele sa musia vypočítať pomocou vzorca korigovaného na stres s Wahlovým faktorom. Použitie rovnice nominálneho namáhania v ohybe bez korekcie zakrivenia podhodnocuje skutočné napätie drôtu o 15–35 % v závislosti od indexu pružiny – potenciálne katastrofálna chyba v konštrukcii s vysokým cyklom.
Torzné pružiny pri trvalom zaťažení môžu vykazovať trvalé nastavenie - trvalú zmenu voľného uhla v priebehu času v dôsledku dotvarovania materiálu drôtu. Trvalé stuhnutie je závislé od teploty a nadobúda význam nad 100 °C pre drôt z uhlíkovej ocele. Maximálne povolené trvalé napätie na obmedzenie nastavené na menej ako 2 % počas 1 000 hodín pri izbovej teplote je približne 65 % S_ut pre hudobný kábel a 70 % pre chróm-kremík.
Pri aplikáciách, kde je pružina držaná v stlačenej polohe (ako v mnohých mechanizmoch automobilov a spotrebičov), musí konštruktér overiť, či trvalé napätie pri maximálnej deformácii neprekračuje tieto limity. Ak tak neurobíte, má to za následok pokles krútiaceho momentu počas životnosti produktu – bežná sťažnosť v teréne, ktorá priamo súvisí s prehliadnutím konštrukcie torznej pružiny.
Špecifikovanie tolerancií na výkrese torznej pružiny je miesto, kde sa technický úsudok pretína s výrobnými nákladmi. Každá tolerancia, ktorá je prísnejšia ako štandardná výrobná kapacita, vyžaduje dodatočné kontroly procesu, zvýšenú frekvenciu kontrol alebo pomalšie časy cyklu stroja s torznou pružinou – to všetko zvyšuje náklady.
| Parameter | Štandardná tolerancia | Prísna tolerancia (prémiové náklady) |
|---|---|---|
| Priemer drôtu | Podľa normy ASTM drôtu (zvyčajne ±1–2 %) | ±0,5 % (vyžaduje certifikovanú dávku drôtu) |
| Stredný priemer cievky | ±2–3% | ±1 % |
| Počet cievok | ±0,25 cievok | ±0,1 cievky |
| Voľný uhol | ±5° | ±2° |
| Jarná sadzba | ±10 % | ± 5 % |
| Krútiaci moment pri testovacom uhle | ±10 % | ± 5 % |
| Dĺžka nohy | ±1,0 mm | ±0,5 mm |
| Dĺžka tela (uzavretá cievka) | ±0,5 mm | ±0,2 mm |
Najdôležitejšou toleranciou, ktorú treba správne špecifikovať, je krútiaci moment pri definovanom skúšobnom uhle, nie izolovaná tuhosť pružiny. Tolerancia krútiaceho momentu v konkrétnom uhle je priamo spojená s funkciou produktu – presne hovorí výrobcovi, čo musí pružina dodať v bode svojej dráhy, ktorý je dôležitý pre zostavu. Samotná jarná miera nehovorí príbeh, ak sa voľný uhol mení.
Bežným a efektívnym prístupom je špecifikovať: (1) krútiaci moment pri minimálnom pracovnom uhle, (2) krútiaci moment pri maximálnom pracovnom uhle a (3) voľný uhol so širokou toleranciou. Táto funkčná špecifikácia poskytuje operátorovi stroja s torznými pružinami maximálnu voľnosť pri optimalizácii procesu tvarovania a zároveň zabezpečuje, že pružina funguje správne v zostave.
Výkres torznej pružiny by mal vždy špecifikovať:
Vynechanie smeru vetra na výkrese je jednou z najčastejších a nákladných chýb pri obstarávaní torzných pružín. Pravá torzná pružina navinutá v smere zatvárania generuje pri zatváraní rastúci krútiaci moment – ak zostava vyžaduje zatvárací moment ľavostrannej pružiny, mechanizmus bude fungovať v opačnom smere alebo nebude fungovať vôbec.
Pochopenie spôsobov zlyhania nie je post-mortem inžinierstvo - je to návrhový vstup. Každý režim zlyhania sa mapuje na konkrétne rozhodnutia o návrhu, ktoré mu môžu zabrániť alebo ho zmierniť.
Najvyššie ohybové napätie v torznej pružine vzniká na vnútornom vlákne každého závitu v dôsledku efektu zakrivenia (zachyteného Wahlovým faktorom). Tu vznikajú únavové trhliny, ktoré sa šíria priečne cez priemer drôtu, čo vedie k náhlemu zlomu. Stratégie prevencie:
Set sa prejaví ako zmenšenie voľného uhla v priebehu času, čím sa zníži krútiaci moment dodávaný pod pracovným uhlom. Hlavnou príčinou je trvalé napätie prekračujúce medzu pružnosti materiálu pri prevádzkovej teplote. Prevencia: udržujte trvalé napätie pod 65 % S_ut pre uhlíkovú oceľ, používajte prednastavené pružiny (vopred vychýlené za maximálny pracovný uhol počas výroby, aby sa vyvolali priaznivé zvyškové napätia), alebo špecifikujte drôt z vyššej zliatiny s lepšou odolnosťou voči relaxácii.
Ako sa pružina vychyľuje v smere zatvárania, vnútorný priemer cievky sa zmenšuje. Ak je pružina namontovaná nad tŕňom s nedostatočnou vôľou, cievky sa dotýkajú tŕňa, čo generuje trenie, teplo a nepredvídateľné špičky krútiaceho momentu. V závažných prípadoch sa pružina úplne zachytí na tŕni. Oprava je v dizajne jednoduchá: vypočítajte minimálny vnútorný priemer cievky pri maximálnom vychýlení pomocou vzorca na zmenu priemeru a zabezpečte, aby vonkajší priemer tŕňa bol aspoň o 10 % menší. To však vyžaduje, aby projektant poznal maximálny pracovný uhol v štádiu návrhu.
Prechod od telesa cievky k priamemu ramenu je geometrická diskontinuita, ktorá vytvára koncentráciu napätia. Veľkosť závisí od ostrosti ohybu. Minimálny polomer ohybu 1,5 d pri koreni nohy je dobrou konštrukčnou praxou — polomery menšie ako toto výrazne zvyšujú faktor koncentrácie napätia. Keď stroj s torznými pružinami vytvorí nohu, operátor nastaví nástroj tak, aby dosiahol tento minimálny polomer. Ak konštruktér nakreslí ostrý roh pri koreni nohy, stroj vytvorí ostrý roh a únavové zlyhanie nastane v tomto mieste a nie v tele cievky, kde to predpovedá analýza napätia.
Najefektívnejšie návrhy torzných pružín sa vyvíjajú v spolupráci medzi inžinierom a výrobcom pružín – konkrétne so zapojením tímu obsluhujúceho stroj torzných pružín už v procese návrhu, pred dokončením výkresu.
Kľúčové úvahy DFM, ktoré je potrebné prediskutovať s výrobcom:
Inžinier, ktorý zaobchádza s výrobcom pružín ako s čistým dodávateľom komodít – poskytuje kompletný výkres bez diskusie – neustále dosahuje suboptimálne výsledky. Inžinier, ktorý zapojí tím torzných pružinových strojov do preskúmania návrhu, získa pružiny, ktoré sa dajú ľahšie vyrobiť, sú konzistentnejšie a lacnejšie pri objemoch výroby.
Princípy konštrukcie torzných pružín sa v jednotlivých odvetviach líšia. Tu sú konkrétne príklady toho, ako kontext aplikácie formuje rozhodnutia o dizajne.
Typická špecifikácia: krútiaci moment 8–12 N·m pri výchylke 75° , životnosť 500 000 cyklov, prevádzková teplota −40°C až 80°C. Priemer drôtu 4–6 mm, chróm-kremíková zliatina, brokovaný, zinkofosfátový. Stroj s torznými pružinami musí vytvárať konzistentný voľný uhol do ±3°, pretože pocit zarážky dverí je citlivý na kolísanie krútiaceho momentu v medziľahlej kontrolnej polohe (zvyčajne 30–45°). Tieto pružiny sa vyrábajú vo veľkom množstve – státisíce ročne – čo odôvodňuje špeciálne obrábacie stroje s torznými pružinami a testovanie krútiaceho momentu počas procesu na 100 % dielov.
Typická špecifikácia: torque of 0.5–2 N·mm at 30° deflection, 50,000 cycle life, phosphor bronze or beryllium copper, gold flash plated. Wire diameter 0.15–0.5 mm. At this scale, the torsion spring machine must maintain wire feed precision to ±0.02 mm to achieve the ±5% torque tolerance required. Free angle tolerance of ±3° translates to a torque variation of ±10–15% at the working angle, which must be tight enough to ensure reliable electrical contact force without over-stressing the mating pin.
Chirurgické nástroje a mechanizmy implantovateľných zariadení používajú torzné pružiny vyrobené z nehrdzavejúcej ocele 316L alebo zliatiny MP35N. Typické sú tolerancie krútiaceho momentu ±3–5 %. Každá jar je 100% kontrolovaná. Požiadavky na sledovateľnosť znamenajú, že každá výrobná dávka je spojená so špecifickým číslom tepla drôtu a záznamom o dávke stroja s torznou pružinou. Tieto požiadavky výrazne zvyšujú náklady, ale vzhľadom na regulačné prostredie sa o nich nedá rokovať. Priemery drôtov sa zvyčajne pohybujú od 0,25 mm do 2,0 mm v závislosti od aplikácie.
Torzné pružiny bytových garážových brán sú veľké (priemer drôtu 4–8 mm, stredný priemer závitu 50–75 mm) a sú určené pre 10 000 až 30 000 cyklov života. Sú navinuté v protiľahlých pároch na centrálnom hriadeli, čím vyrovnávajú hmotnosť dverí. Tuhosť pružiny sa musí zhodovať s hmotnosťou a výškou brány v rozmedzí ±10 %, inak sa brána nevyváži správne. Tieto pružiny sa vyrábajú na veľkých priemyselných strojoch s torznými pružinami vo veľkom objeme, predávajú sa ako komodity a sú jednou z najčastejších porúch pružín v domácnostiach – nie preto, že by boli zle navrhnuté, ale preto, že sú navrhnuté tak, aby zodpovedali nákladom, ktoré obmedzujú životnosť.
Zlúčením procesu návrhu do štruktúrovaného pracovného toku sa zabráni bežnej chybe iterácie neskoro vo vývoji, keď sú zmeny drahé.
Dodržiavaním tejto postupnosti sa dôsledne vyhnete najdrahšej kategórii chýb v dizajne pružín: objavenie rozmerových alebo výkonnostných problémov počas overovania zostavy, keď si zmena konštrukcie pružiny vyžaduje prekvalifikovanie nastavenia stroja s torznými pružinami a potenciálne prepracovanie spojovacích častí.

TK-13200, TK-7230 TK-13200、 TK-7230 12AXES CNC STROJ NA NAVÍJANIE PRUŽINY ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12AXES CNC STROJ NA NAVÍJANIE PRUŽINY ...
See Details
TK12120 TK-12120 12AXES CNC PRUŽINOVÝ STROJ ...
See Details
TK-6160 TK-6160 CNC PRUŽINOVÝ STROJ ...
See Details
TK-6120 TK-6120 CNC PRUŽINOVÝ STROJ ...
See Details
TK-5200 TK-5200 5AXES CNC PRUŽINOVÝ STROJ na navíjanie ...
See Details
TK-5160 TK-5160 5AXES CNC PRUŽINOVÝ STROJ na navíjanie ...
See Details
TK-5120 TK-5120 5AXOS CNC STROJ NA NAVÍJANIE PRUŽINY ...
See DetailsMobilný QR kód

 Language
Language  中文简体
中文简体

