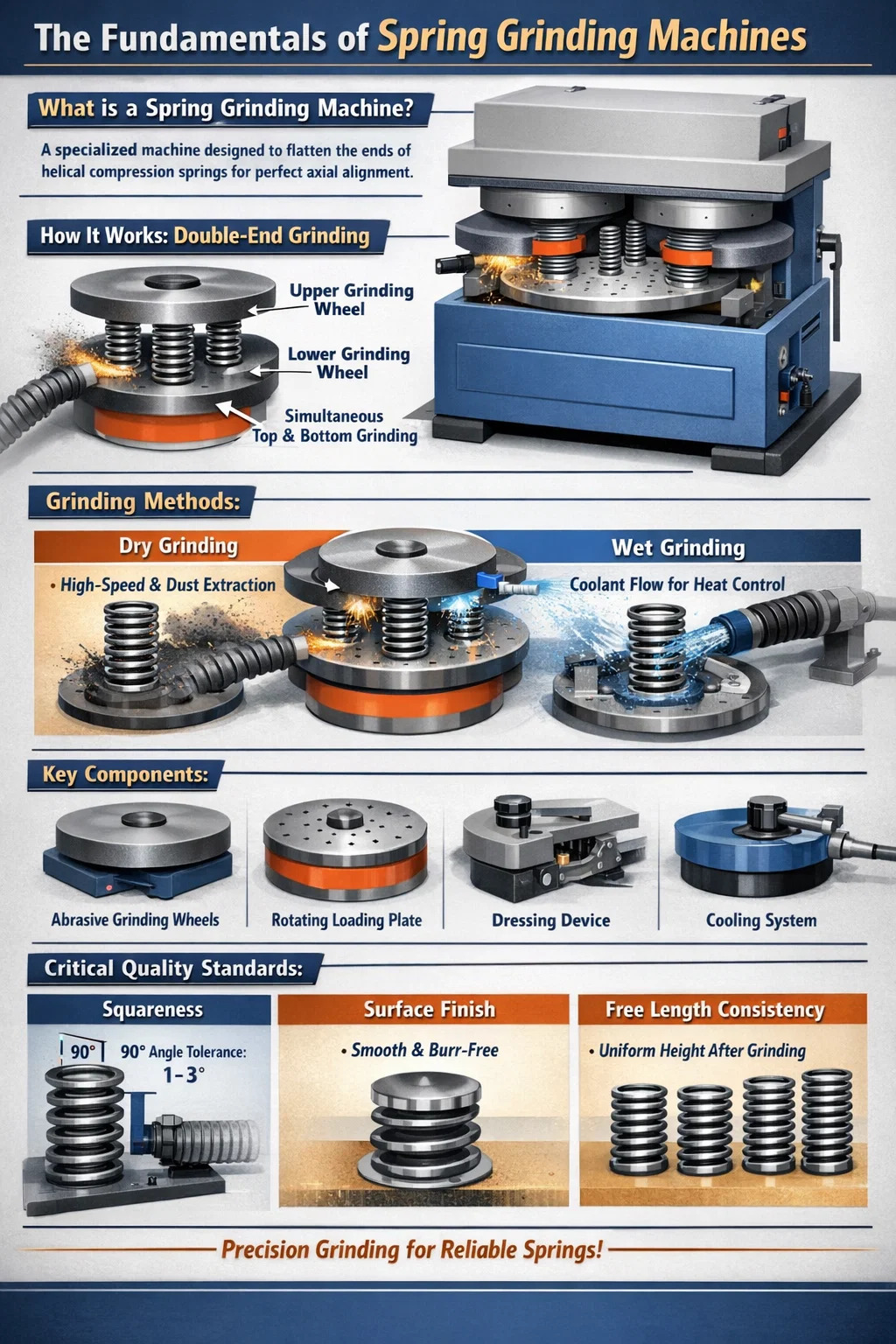
A pružinová brúska je špecializovaný priemyselný brúsny nástroj navrhnutý špeciálne na sploštenie koncov špirálových tlačných pružín. Vo výrobnom svete majú pružiny, ktoré vychádzajú z navíjacieho stroja, často „otvorené“ alebo nerovnomerné konce. Bez brúsenia tieto pružiny nemôžu stáť dokonale vertikálne alebo rovnomerne rozložiť váhu pri stlačení. The pružinová brúska odstraňuje prebytočný materiál z horných a spodných cievok a vytvára plochý, kolmý povrch.
Zarovnaním koncov stroj zabezpečuje, že pružina dosiahne maximálna axiálnosť zaťaženia a stabilitu. Tento proces je rozhodujúci pre vysokovýkonné aplikácie, ako sú automobilové ventilové pružiny, pružiny vstrekovačov paliva a komponenty priemyselných strojov pre veľké zaťaženie, kde odchýlka rovnomerne 0,5 stupňa vo zvislosti môže viesť k mechanickému zlyhaniu alebo nerovnomernému opotrebovaniu.
Základný pracovný princíp a pružinová brúska zahŕňa relatívny pohyb medzi pružinou a dvoma vysokorýchlostnými rotujúcimi brúsnymi kotúčmi. Väčšina moderných strojov využíva a obojstranné brúsenie prístup, čo znamená, že horná aj spodná časť pružiny sa spracovávajú súčasne.
Pružiny sú vložené do kruhového rotačného zariadenia známeho ako nakladacia doska alebo podávací disk. Táto doska obsahuje viacero otvorov alebo upínacích prvkov určených na bezpečné držanie pružín vo vertikálnej polohe. Ako sa nakladacia doska otáča, unáša pružiny do brúsnej zóny umiestnenej medzi horným a spodným brúsnym kotúčom.
Brúsne kotúče sú umiestnené v určitej vzdialenosti od seba, zodpovedajúcej požadovanej konečnej voľnej dĺžke pružiny. Keď pružina prechádza medzi rotujúcimi kotúčmi, brúsne plochy oholia špičku drôtu na oboch koncoch. Trenie vytvára značné teplo, takže rýchlosť nakladacej dosky a zrnitosť kolesa musia byť dokonale kalibrované, aby sa zabránilo tepelné poškodenie alebo "horenie" pružinovej ocele.
Niektoré stroje používajú metódu "prechodu", kde sa pružiny nepretržite pohybujú cez kolesá, zatiaľ čo iné používajú metódu "dodávania". V systéme podávania sa kolesá pohybujú vertikálne smerom k pružinám, zatiaľ čo nakladacia doska zostáva v pevnej polohe, čo umožňuje mimoriadne presné ovládanie tlak brúsenia a rýchlosť úberu materiálu.
Účinnosť pružinová brúska závisí od niekoľkých komponentov s vysokým opotrebením, ktoré musia zvládnuť intenzívne mechanické namáhanie a teplo.
| Komponent | Funkcia a materiál | Typická špecifikácia |
|---|---|---|
| Brúsne kotúče | Brúsne kotúče (oxid hlinitý alebo karbid kremíka), ktoré režú kov. | Priemer: 300 - 900 mm |
| Nakladacia doska | Rotujúci oceľový kotúč, ktorý nesie pružiny cez stroj. | Variabilné ovládanie rýchlosti |
| Obliekacie zariadenie | Obnovuje rovinnosť a ostrosť brúsnych kotúčov. | Diamantové alebo oceľové frézy |
| Chladiaci systém | Používa vzduch alebo vodnú/olejovú hmlu na odvádzanie tepla z prameňa. | Vysokotlakové trysky |
V závislosti od materiálu pružiny a požadovanej presnosti si inžinieri vyberajú medzi dvoma hlavnými spôsobmi prevádzky pružinová brúska .
Suché brúsenie je najbežnejšou metódou pre štandardné pružiny z uhlíkovej ocele. Spolieha sa na vysokú hlasitosť systém odsávania prachu na odstránenie kovových triesok a abrazívnych častíc. Aj keď je brúsenie za sucha účinné pre vysokorýchlostnú výrobu, môže viesť k nadmernému hromadeniu tepla, ak je rýchlosť posuvu príliš agresívna, čo môže potenciálne zmeniť temperovanie pružiny.
Brúsenie za mokra zahŕňa nepretržité nanášanie chladiacej kvapaliny (vo vode rozpustného oleja alebo syntetickej kvapaliny) priamo na rozhranie brúsenia. Táto metóda sa používa na nehrdzavejúca oceľ alebo zliatiny citlivé na teplo. Chladiaca kvapalina zabraňuje tomu, aby drôt dosiahol kritické teploty, zaisťuje hladšiu povrchovú úpravu a predlžuje životnosť brúsneho kotúča.
A pružinová brúska musia byť starostlivo udržiavané, aby sa zabezpečila kvalita konečného produktu. Výrobcovia sa počas procesu brúsenia zameriavajú na tri hlavné metriky:
Postupom času sa brúsne kotúče a pružinová brúska sa "upchajú" kovovými časticami alebo stratia svoj dokonale plochý profil. Tento jav je známy ako „glazúra“. Na vyriešenie tohto problému je stroj vybavený a obväzová jednotka . Táto jednotka používa tvrdší materiál na zoškrabanie tenkej vrstvy kotúča, čím odkryje čerstvé brúsne zrná a zabezpečí, aby čelo kotúča zostalo rovnobežné s nakladacou doskou. Pravidelné obliekanie je rozdiel medzi vysoko kvalitnou pružinou a pružinou, ktorá je odmietnutá pri kontrole.

TK-13200, TK-7230 TK-13200、 TK-7230 12AXES CNC STROJ NA NAVÍJANIE PRUŽINY ...
Zobraziť podrobnosti
TK-13200, TK-7230 TK-13200、 TK-7230 12AXES CNC STROJ NA NAVÍJANIE PRUŽINY ...
Zobraziť podrobnosti
TK12120 TK-12120 12AXES CNC PRUŽINOVÝ STROJ ...
Zobraziť podrobnosti
TK-6160 TK-6160 CNC PRUŽINOVÝ STROJ ...
Zobraziť podrobnosti
TK-6120 TK-6120 CNC PRUŽINOVÝ STROJ ...
Zobraziť podrobnosti
TK-5200 TK-5200 5AXES CNC PRUŽINOVÝ STROJ na navíjanie ...
Zobraziť podrobnosti
TK-5160 TK-5160 5AXES CNC PRUŽINOVÝ STROJ na navíjanie ...
Zobraziť podrobnosti
TK-5120 TK-5120 5AXOS CNC STROJ NA NAVÍJANIE PRUŽINY ...
Zobraziť podrobnostiMobilný QR kód

 Jazyk
Jazyk 

