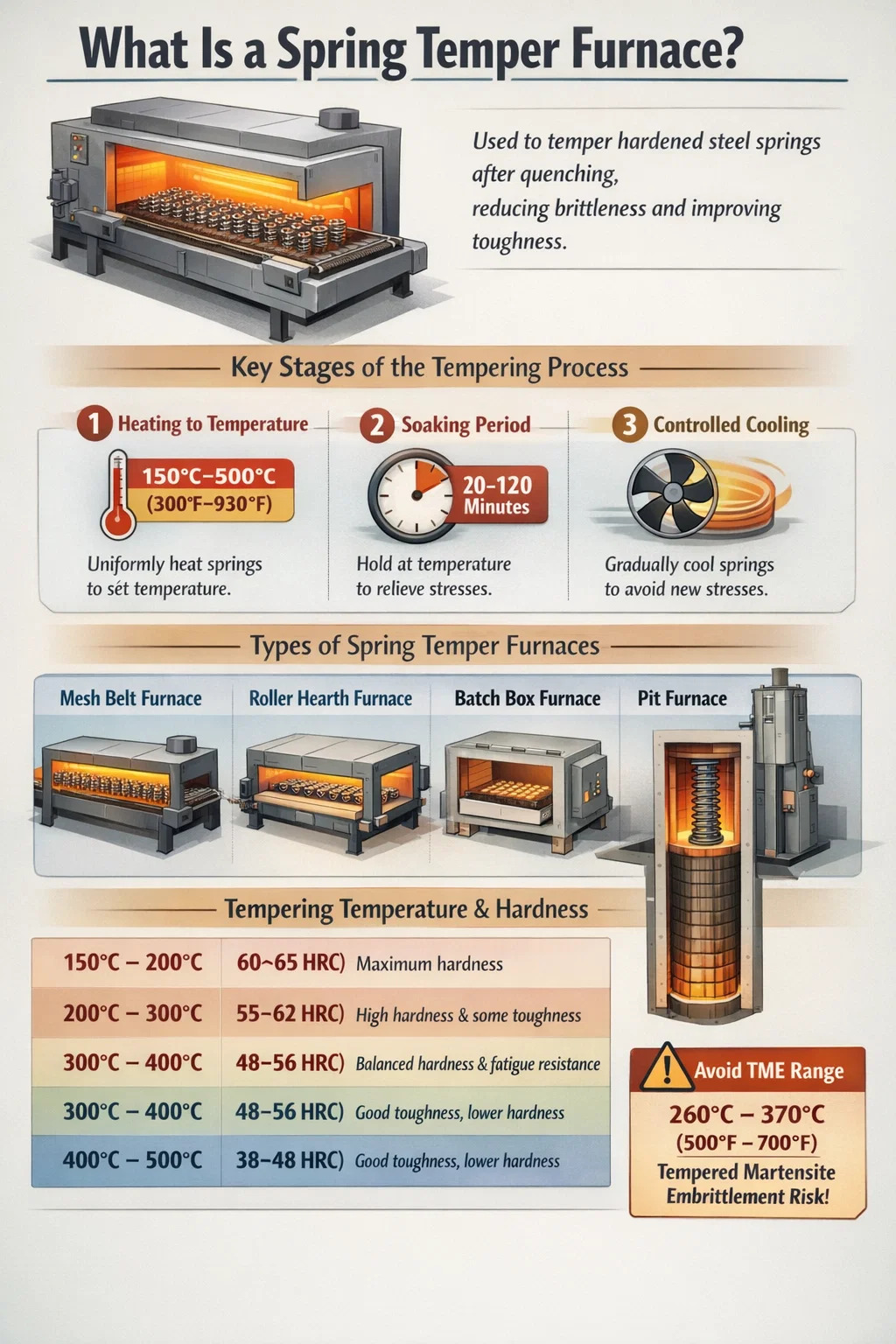
Pružinová temperovacia pec je typ priemyselnej pece na tepelné spracovanie špeciálne navrhnutý na temperovanie oceľových pružín po vytvrdnutí. Jeho hlavnou úlohou je ohrievať tvrdenú pružinovú oceľ na kontrolovanú teplotu – zvyčajne medzi 150 °C a 500 °C (300 °F až 930 °F) — podržte ho tam po určitú dobu a potom ho nechajte kontrolovaným spôsobom vychladnúť. Tento proces uvoľňuje vnútaleboné napätia vznikajúce počas kalenia a kalenia, upravuje tvrdosť na špecifikovaný rozsah a obnovuje stupeň húževnatosti a elasticity, ktorý by inak chýbal v úplne vytvrdenej pružine.
Bez temperovania je tvrdená pružina krehká a náchylná na náhle prasknutie pri zaťažení. Pružinová temperovacia pec je to, čo premieňa tvrdý, ale krehký komponent na trvanlivý, zaťažiteľný diel odolný voči únave, ktorý je schopný spoľahlivo fungovať počas miliónov cyklov kompresie alebo predĺženia.
Vo výrobných prostrediach sa pružinové temperovacie pece nachádzajú v automobilovom priemysle, letectve, výrobe presných nástrojov a v sektoroch ťažkých strojov. Prichádzajú v niekoľkých konfiguráciách – kontinuálne pece so sieťovým pásom, pece s valcovou nístejou, vsádzkové boxové pece a jamové pece – každá je vhodná pre rôzne geometrie pružín, objemy výroby a špecifikácie zliatin.
Princíp činnosti pružinovej temperovacej pece sa sústreďuje na presné tepelné cyklovanie. Po vytvrdnutí oceľových pružín - zvyčajne austenitizáciou pri teplotách vyšších 800 °C (1470 °F) a potom rýchle kalenie v oleji, vode alebo polyméri – vytvorená martenzitická mikroštruktúra je extrémne tvrdá, ale veľmi namáhaná a krehká. Popúšťanie v peci s pružinovým temperovaním to rieši spustením sekvencie metalurgických reakcií v tuhom stave.
Pec rovnomerne ohrieva zaťaženie pružiny na cieľovú popúšťaciu teplotu. Rovnomernosť je kritická - rovnomerný teplotný rozdiel ±10 °C cez zaťaženie môže spôsobiť nekonzistentné hodnoty tvrdosti. Vysokokvalitné pružinové temperovacie pece využívajú viacero nezávisle riadených vykurovacích zón, ventilátory s nútenou konvekciou a vysokohustotné vykurovacie telesá alebo sálavé trubice na dosiahnutie rovnomernosti teploty v rámci ±5°C v pracovnej komore.
Akonáhle sa dosiahne cieľová teplota v celom priereze pružiny, pec si túto teplotu udrží počas doby prehrievania. Namáčanie umožňuje atómom uhlíka zachyteným v martenzitovej mriežke začať difundovať a vytvárať karbidové precipitáty. Toto zrážanie karbidu je to, čo zmierňuje napätie mriežky, znižuje krehkosť a obnovuje ťažnosť. Časy namáčania sa líšia v závislosti od hrúbky sekcie a veľkosti pružiny – môžu potrebovať len malé drôtené pružiny 20 až 30 minút , zatiaľ čo ťažké vinuté pružiny alebo torzné tyče môžu vyžadovať 60 až 120 minút alebo viac.
Po namočení sa pružiny ochladzujú – buď vzduchovým chladením vo vnútri pece, chladiacou predsieňou s riadenou atmosférou, alebo odvodom do okolitého vzduchu. Rýchlosť ochladzovania po popúšťaní je vo všeobecnosti menej kritická ako počas kalenia, ale musí sa stále riadiť. Rýchle ochladzovanie z popúšťacej teploty môže znovu vyvolať povrchové napätia, preto väčšina pružinových temperovacích pecí umožňuje postupné ochladzovanie, najmä pri väčších prierezoch pružín.
Mnoho pecí s pružinovým temperovaním pracuje v kontrolovanej atmosfére – typicky dusík, endotermický plyn alebo zmes dusík-metanol – aby sa zabránilo povrchovej oxidácii a oduhličeniu počas cyklu temperovania. Oxidácia povrchu môže znížiť únavovú životnosť a odolnosť proti korózii, čo sú dve vlastnosti, ktoré sú pri pružinových aplikáciách prvoradé. Pece s ochrannou atmosférou zvyšujú zložitosť a náklady, ale sú štandardným vybavením pri výrobe presných pružín pre automobilové ventilové pružiny, pružiny podvozkov lietadiel a pružiny chirurgických nástrojov.
Teplota popúšťania zvolená v peci na popúšťanie pružiny priamo určuje konečné mechanické vlastnosti hotovej pružiny. Toto nie je menšia úprava - rozdiel 50°C pri teplote temperovania môže posunúť tvrdosť o 3 až 6 bodov HRC a dramaticky zmeniť hodnoty pevnosti v ťahu a predĺženia.
| Teplotný rozsah temperovania | Typická tvrdosť (HRC) | Výsledok kľúčového majetku | Spoločná jarná aplikácia |
|---|---|---|---|
| 150 °C – 200 °C (300 °F – 390 °F) | 60 – 65 HRC | Maximálna tvrdosť, obmedzená ťažnosť | Presné nástrojové pružiny |
| 200 °C – 300 °C (390 °F – 570 °F) | 55 – 62 HRC | Vysoká tvrdosť s určitou húževnatosťou | Hodinové pružiny, zámkové pružiny |
| 300 °C – 400 °C (570 °F – 750 °F) | 48 – 56 HRC | Vyvážená tvrdosť a odolnosť proti únave | Automobilové ventilové pružiny, závesné pružiny |
| 400 °C – 500 °C (750 °F – 930 °F) | 38 – 48 HRC | Dobrá húževnatosť, nižšia tvrdosť | Vysoko zaťažené vinuté pružiny, železničné pružiny |
Jedna kritická zóna, ktorej sa treba vyhnúť, je rozsah temperovaného martenzitového skrehnutia (TME). , zvyčajne medzi 260 °C a 370 °C (500 °F až 700 °F) . Popúšťanie v tomto rozsahu môže v skutočnosti skôr znížiť húževnatosť ako ju zlepšiť, jav spôsobený precipitáciou karbidov na hraniciach zŕn austenitu. Zodpovední prevádzkovatelia pecí s pružinovým temperovaním navrhujú svoje temperovacie cykly tak, aby buď zostali pod týmto rozsahom alebo ho prekročili, namiesto toho, aby v ňom zotrvávali. To je jeden z dôvodov, prečo špecifikácie automobilových ventilových pružín často špecifikujú temperovanie pri alebo nad 380 °C až 420 °C.
Pružinový priemysel používa niekoľko odlišných konfigurácií pecí na proces temperovania pružiny. Každá z nich má technické výhody, vďaka ktorým sa lepšie hodí pre konkrétne typy pružín, objemy výroby alebo zliatinové systémy.
Sieťová pásová pec je najbežnejšou konfiguráciou vo veľkoobjemovej výrobe pružín. Pružiny sú naložené na sieťový pás z nehrdzavejúcej ocele, ktorý ich nepretržite prenáša cez zóny ohrevu, namáčania a chladenia. Výrobné rýchlosti môžu dosiahnuť 500 až 2 000 kg/hod v závislosti od dĺžky a šírky pece. Rýchlosti pásu a teploty zón sú nezávisle nastaviteľné, čo umožňuje presné ovládanie času namáčania a teplotného profilu. Sieťové pásové pece sú ideálne pre malé až stredné vinuté pružiny, drôtené pružiny a ploché pružiny. Hlavným obmedzením je, že príliš veľké alebo ťažké pružiny môžu časom zdeformovať pás.
Pece s valčekovou nístejou používajú vodou chladené alebo zliatinové valčeky na dopravu pružín cez pec na podnosoch alebo prípravkoch. Zvládajú väčšie zaťaženie ako systémy sieťových pásov, sú vhodné pre väčšie pružinové zostavy a umožňujú presnejšiu reguláciu atmosféry. Tieto pece sú bežné na temperovanie automobilových závesných cievok, stabilizačných tyčí a torzných pružín. Pracovné teploty sa pohybujú od okolia až do 700 °C (1290 °F) vo väčšine konštrukcií valčekových nístejov s veľmi tesnou rovnomernosťou teplôt – zvyčajne ±4 °C – dosiahnuteľnou v moderných systémoch.
Vsádzkové pece sú zaťažené fixnou dávkou pružín, zohriate na teplotu, napustené a potom vyložené. Ponúkajú maximálnu flexibilitu – tá istá pec dokáže spracovať širokú škálu veľkostí pružín a špecifikácií na rôznych zmenách. Vďaka tomu sú obľúbené v obchodoch a strednoobjemových výrobných prostrediach. Kompromisom je nižšia priepustnosť a potreba dostatočne dlhej doby tepelnej úpravy na zabezpečenie rovnomernej teploty v celej dávke. Typickou vlastnosťou je dobre navrhnutá vsádzková skriňová pec používaná na pružinové temperovanie ventilátory s nútenou recirkuláciou aby sa zabezpečila rovnomernosť teploty v rozmedzí ±5 °C aj pri zaťažení hustou náplňou.
Pre dlhé pružiny, torzné tyče alebo zväzky listových pružín, ktoré sa nedajú ľahko položiť naplocho, poskytujú vertikálne šachtové pece praktické riešenie. Pružina alebo pružinová zostava je zavesená vertikálne v komore pece. Tým sa zabráni deformácii vplyvom gravitácie, ktorá je skutočným problémom pri temperovaní dlhých tyčí alebo viaclistových pružín. Jamkové pece na pružinové temperovanie sú typicky vykurované plynom a môžu dosahovať hĺbky 2 až 6 metrov , prispôsobenie veľmi dlhým komponentom na kompaktnom povrchu.
Temperovacie pece so soľným kúpeľom používajú ako vykurovacie médium roztavené dusičnanové alebo chloridové soli. Pramene sú ponorené do tekutého soľného kúpeľa, ktorý zabezpečuje extrémne rýchly a rovnomerný prenos tepla — oveľa rýchlejšie ako prúdenie vzduchu. Výsledkom sú veľmi krátke časy cyklov a vynikajúca teplotná stálosť. Pece so soľným kúpeľom sú obzvlášť cenené na temperovanie presných pružín, kde sa vyžadujú prísne tolerancie tvrdosti (±1 HRC). Hlavnými prevádzkovými výzvami sú riadenie kontaminácie soľou, extrakcia výparov a potenciál nebezpečenstva roztavených solí pri prevádzkových teplotách 160 °C až 550 °C.
Pochopenie toho, čo je vo vnútri pece s pružinovým temperovaním, vysvetľuje, prečo niektoré pece dosahujú lepšie výsledky ako iné. Každý komponent prispieva k rovnomernosti teploty, integrite atmosféry a opakovateľnosti, ktoré určujú konečnú kvalitu pružiny.
Proces pružinového temperovania nie je univerzálny. Rôzne zliatiny pružinovej ocele reagujú odlišne na tepelné spracovanie a pružinová temperovacia pec musí byť nastavená so správnym teplotným profilom pre konkrétnu spracovávanú zliatinu.
Vysokouhlíkové ocele sú najbežnejšími pružinovými materiálmi a sú hlavnými cieľmi pre pružinové temperovacie pece. Ich obsah uhlíka 0,60 % až 1,00 % dáva im schopnosť dosiahnuť veľmi vysokú tvrdosť po kalení. Tieto druhy sú typicky temperované medzi 200 °C a 400 °C. Pri 300 °C pružinová oceľ 1080 zvyčajne dosahuje pevnosť v ťahu okolo 1 800 až 2 000 MPa s tvrdosťou v rozsahu 52 až 57 HRC.
Zliatiny kremíka a chrómu ponúkajú vynikajúcu odolnosť voči relaxácii pri zaťažení – kritická vlastnosť pre ventilové pružiny a pružiny zavesenia. Tieto druhy sa zvyčajne temperujú pri vyšších teplotách 420 °C až 480 °C , aby sa plne aktivovali posilňujúce mechanizmy poskytované kremíkom a chrómom. Pri týchto teplotách si pružinová temperovacia pec musí udržiavať veľmi tesnú rovnomernosť, pretože krivka odozvy popúšťania je strmá – malé teplotné odchýlky spôsobujú znateľný rozptyl tvrdosti.
6150 je populárna zliatina pre automobilové a priemyselné vinuté pružiny a ploché pružiny. Prídavky vanádu zjemňujú štruktúru zŕn a zvyšujú kaliteľnosť. Teploty temperovania 400 °C až 500 °C sú typické, výsledkom čoho sú pevnosti v ťahu v rozsahu 1 600 až 1 900 MPa v závislosti od veľkosti sekcie a špecifickej teploty popúšťania.
Nerezové pružinové ocele si vyžadujú osobitnú pozornosť. Stupne vytvrdzovania zrážaním, ako je 17-7 PH, sa posilňujú starnutím pri špecifických teplotách – bežne 480 °C (stav CH900) or 510 °C (stav RH950) — skôr ako konvenčným cyklom ochladzovania a temperovania. Pece s pružinovým temperovaním používané pre nerezové pružiny musia poskytovať veľmi presné riadenie atmosféry, aby sa zabránilo vyčerpaniu chrómu na povrchu, čo by ohrozilo odolnosť proti korózii.
Pec s pružinovým temperovaním je len taká dobrá, ako dobrý je systém kontroly kvality, ktorý ju obklopuje. Výrobcovia pružín, ktorí pracujú v súlade s normami kvality pre automobilový alebo letecký priemysel, udržiavajú prísne kontroly procesu okolo svojich operácií temperovania.
Väčšina leteckých a automobilových špecifikácií vyžaduje periodické prieskumy teplotnej rovnomernosti pružinovej temperovacej pece, ktoré sa zvyčajne vykonávajú štvrťročne. V TUS sú kalibrované termočlánky umiestnené na viacerých miestach v pracovnej zóne a pec beží pri štandardnej prevádzkovej nastavenej hodnote. Maximálna povolená odchýlka naprieč všetkými bodmi merania musí spadať do určeného pásma – bežne ±5°C pre pece triedy 2 podľa AMS 2750 (štandard pyrometrie Nadcap). Pece, ktoré nespĺňajú požiadavky TUS, sa musia pred opätovným uvedením do prevádzky prekalibrovať alebo opraviť.
Okrem TUS sa prístroje na kontrolu teploty pece overujú oproti kalibrovaným referenčným termočlánkom prostredníctvom testov presnosti systému, ktoré sa vykonávajú mesačne alebo v určených intervaloch. To zaisťuje, že údaj o teplote zobrazený regulátorom pece skutočne zodpovedá skutočnej teplote v pracovnej zóne.
Po každom cykle temperovania sa vzorky pružín testujú na tvrdosť – zvyčajne pomocou stupnice Rockwell C – aby sa overilo, či šarža dosiahla špecifikovaný rozsah tvrdosti. Špecifikácie automobilových ventilových pružín napríklad bežne vyžadujú tvrdosť 47 až 52 HRC a celá dávka môže byť odmietnutá, ak vzorky spadnú mimo toto okienko.
Pri kritických aplikáciách sa pružiny odobraté z temperovaných sérií podrobujú testovaniu deformácie zaťažením, aby sa potvrdila rýchlosť pružiny a voľnej dĺžky, a testom únavy, aby sa overilo, či cyklus popúšťania priniesol primeranú únavovú životnosť. Automobilové ventilové pružiny používané vo vysokovýkonných motoroch sú bežne testované 10 miliónov cyklov alebo viac bez zlyhania pri špecifikovaných úrovniach napätia.
Aj pri dobre udržiavaných peciach s pružinovým temperovaním môžu vzniknúť problémy, ktoré ovplyvňujú kvalitu produktu. Identifikácia týchto problémov a ich základných príčin je nevyhnutná pre konzistentnú výrobu.
Moderné pece s pružinovým temperovaním sú výrazne energeticky účinnejšie ako zariadenia spred 20 rokov. Pokroky v izolačných materiáloch, technológii vykurovacích telies a spaľovacích systémoch podstatne znížili mernú spotrebu energie.
Moduly obloženia z keramických vlákien znižujú akumuláciu tepla v stenách pece a tepelné straty v porovnaní s hustými žiaruvzdornými tehlami. Pri prestavbe z tehly na izoláciu z keramických vlákien úspora energie o 20 % až 40 % sa bežne uvádzajú spolu s rýchlejšími časmi ohrevu, ktoré zvyšujú dostupnosť pece a jej výkon.
Montáž pohonov s premenlivou frekvenciou (VFD) k motorom recirkulačných ventilátorov a pohonom dopravníkov umožňuje presné prispôsobenie rýchlosti ventilátora a rýchlosti pásu výrobnej rýchlosti a zaťaženiu pružiny, čím sa znižuje zbytočná spotreba energie počas nečinnosti alebo čiastočného zaťaženia.
V plynových pružinových temperovacích peciach, rekuperátoroch alebo systémoch regeneračných horákov získavajú teplo z výfukových plynov a využívajú ho na predhrievanie spaľovacieho vzduchu. Systémy rekuperátora dokážu zvýšiť teplotu spaľovacieho vzduchu na 400 °C až 600 °C , čím sa zníži spotreba paliva o 25 % až 35 % v porovnaní so spaľovaním studeného vzduchu.
Moderné pece s pružinovým temperovaním čoraz viac zahŕňajú protokolovanie údajov, integráciu SCADA a dokonca aj prediktívnu údržbu založenú na strojovom učení. Nepretržité monitorovanie odporu prvkov, prúdu motora ventilátora, posunu kalibrácie termočlánku a zloženia atmosféry umožňuje tímom údržby naplánovať zásahy skôr, ako dôjde k poruchám, čím sa znížia neplánované prestoje, ktoré môžu narušiť výrobné plány a vystaviť čiastočne temperované šarže pružín kvalitatívnym rizikám.
Jarné temperovanie sa niekedy zamieňa s odbúravaním stresu a žíhaním. Ide o príbuzné, ale odlišné procesy tepelného spracovania a rozdiely vo výrobe pružín sú významné.
| Proces | Rozsah teplôt | Účel | Vplyv na tvrdosť |
|---|---|---|---|
| Jarné temperovanie | 150 °C – 500 °C | Znížiť krehkosť po vytvrdnutí, nastaviť konečné mechanické vlastnosti | Znižuje tvrdosť z kalenej na špecifikovaný cieľ |
| Uvoľnenie stresu | 120 °C – 250 °C | Odstráňte napätie vinutia alebo vinutia z pružín tvarovaných za studena | Minimálna zmena tvrdosti |
| Žíhanie | 700 °C – 900 °C | Úplne zmäkčená oceľ na tvárnenie alebo obrábanie | Veľké zníženie — výsledkom je veľmi mäkký materiál |
Pružiny vinuté za studena vyrobené z vopred tvrdeného drôtu (ako je hudobný drôt alebo drôt ťahaný natvrdo) sa zvyčajne podrobujú skôr zmierneniu napätia než úplnému popusteniu, pretože drôt bol už temperovaný v drôtovni. Liečba na zmiernenie stresu pri 120 °C až 230 °C počas 20 až 30 minút odstraňuje navíjacie napätia a stabilizuje geometriu pružiny bez výraznej zmeny tvrdosti. Horúce vinuté pružiny sa naproti tomu navíjajú nad kritickú transformačnú teplotu a po vytvarovaní vyžadujú úplné vytvrdenie a popustenie v pružinovej temperovacej peci.
Výber pružinovej temperovacej pece zahŕňa vyváženie niekoľkých prevádzkových požiadaviek. Nesprávny výber má za následok buď zlú kvalitu pružiny, alebo drahú investíciu do nadmernej kapacity.

TK-13200, TK-7230 TK-13200、 TK-7230 12AXES CNC STROJ NA NAVÍJANIE PRUŽINY ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12AXES CNC STROJ NA NAVÍJANIE PRUŽINY ...
See Details
TK12120 TK-12120 12AXES CNC PRUŽINOVÝ STROJ ...
See Details
TK-6160 TK-6160 CNC PRUŽINOVÝ STROJ ...
See Details
TK-6120 TK-6120 CNC PRUŽINOVÝ STROJ ...
See Details
TK-5200 TK-5200 5AXES CNC PRUŽINOVÝ STROJ na navíjanie ...
See Details
TK-5160 TK-5160 5AXES CNC PRUŽINOVÝ STROJ na navíjanie ...
See Details
TK-5120 TK-5120 5AXOS CNC STROJ NA NAVÍJANIE PRUŽINY ...
See DetailsMobilný QR kód

 Language
Language  中文简体
中文简体

