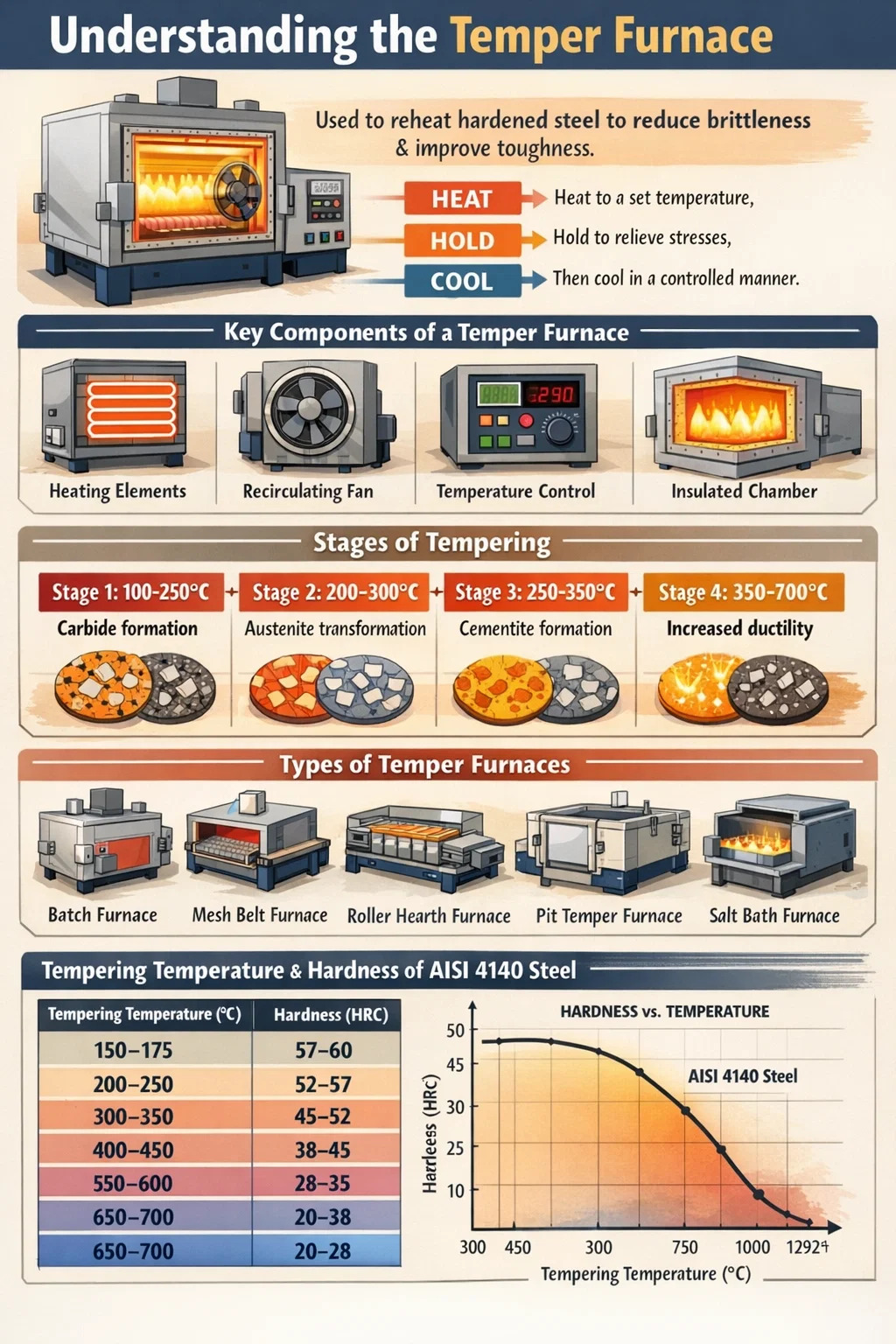
A temperovacia pec je typ priemyselnej pece na tepelné spracovanie špeciálne navrhnutý na vykonávanie procesu popúšťania kovov – najčastejšie kalenej ocele. Jeho hlavnou funkciou je ohrievať predtým ochladený alebo kalený kovový komponent na teplotu pod jeho dolným kritickým bodom, udržiavať ho na tejto teplote počas kontrolovaného obdobia a potom ho nechať regulovaným spôsobom vychladnúť. Tento proces uvoľňuje vnútorné napätie, znižuje krehkosť a zlepšuje húževnatosť bez výrazného obetovania tvrdosti.
Zjednodušene povedané: oceľ sa po vytvrdnutí stáva extrémne tvrdou, ale aj nebezpečne krehkou. Temperovacia pec je nástroj, ktorý túto nerovnováhu koriguje. Transformuje krehký diel zaťažený napätím na komponent so starostlivo kalibrovanou kombináciou tvrdosti a ťažnosti – vhodný pre reálne mechanické zaťaženie.
Temperovacie pece sú široko používané v automobilovom, leteckom, nástrojárskom, ložiskovom a pružinovom priemysle. Spracujú všetko od rezných nástrojov a ozubených kolies až po konštrukčné komponenty a chirurgické nástroje. Rozsah prevádzkovej teploty typickej temperovacej pece je 150 °C až 700 °C (302 °F až 1292 °F) v závislosti od materiálu a cieľových mechanických vlastností.
Princíp činnosti temperovacej pece je založený na riadenej tepelnej metalurgii. Keď je oceľ po austenitizácii kalená, premení sa na martenzit – presýtenú, na telo centrovanú tetragonálnu kryštálovú štruktúru, ktorá je extrémne tvrdá, ale veľmi namáhaná a krehká. Popúšťanie, ktoré sa vykonáva vo vnútri temperovacej pece, spúšťa sériu fázových transformácií riadených difúziou v martenzite, ktoré postupne znižujú napätie a obnovujú ťažnosť.
Proces sleduje jasný sled fyzikálnych a metalurgických dejov:
Metalurgické zmeny počas popúšťania možno rozdeliť do štyroch rôznych stupňov na základe teploty:
Popúšťacia pec musí udržiavať prísnu kontrolu teploty vo všetkých týchto fázach. Moderné systémy dosahujú jednotnosť vo vnútri ±3°C až ±5°C cez pracovnú zónu, čo je nevyhnutné pre konzistentný výkon dielu.
Pochopenie konštrukcie temperovacej pece pomáha vysvetliť, prečo dosahuje konzistentné, opakovateľné metalurgické výsledky. Hlavné komponenty spolupracujú na poskytovaní rovnomerného tepla, riadenej atmosféry a spoľahlivého merania teploty.
Temperovacie pece používajú buď elektrické odporové vykurovacie telesá alebo plynové horáky. Elektrické systémy – často využívajúce prvky nichróm, kanthal alebo karbid kremíka – ponúkajú čistejšiu prevádzku a presnejšie ovládanie. Plynové systémy ponúkajú nižšie prevádzkové náklady pri veľkoobjemovej výrobe. Vykurovací systém je dimenzovaný tak, aby vyhovoval tepelnému zaťaženiu vsádzky (typicky vyjadrené v kW alebo BTU/hod).
Komora pece je obložená žiaruvzdornými tehlami alebo izoláciou z keramických vlákien. Moduly z keramických vlákien sú stále viac preferované, pretože majú nižšia tepelná hmotnosť , čo znamená rýchlejšie časy ohrevu a nižšiu spotrebu energie. Dobre izolovaná komora znižuje tepelné straty a stabilizuje rozloženie teploty.
Nútená recirkulácia horúceho vzduchu je jednou z najdôležitejších vlastností modernej temperovacej pece. Vysokorýchlostné ventilátory cirkulujú ohriaty vzduch cez obrobky, čím sa eliminuje vrstvenie teploty. Bez recirkulácie môže byť horná časť nabitej pece o 30–50 °C teplejšia ako spodná časť. Systém recirkulačného ventilátora zabezpečuje rovnomernosť teploty v rozmedzí ±5 °C alebo lepšie v celej záťaži.
Termočlánky (zvyčajne typ K alebo typ N) monitorujú teplotu na viacerých miestach v peci. Regulátor PID (Proportional-Integral-Derivative) alebo programovateľný logický regulátor (PLC) riadi vykurovacie články na základe spätnej väzby termočlánku. Špičkové systémy obsahujú záznamníky údajov, ktoré zaznamenávajú každý cyklus pre vysledovateľnosť – požiadavka v leteckom a kozmickom priemysle (AMS 2750) a štaardoch tepelného spracovania v automobiloch.
V závislosti od požiadaviek aplikácie môže temperovacia pec pracovať vo vzduchu, dusíku alebo ochrannej endotermickej atmosfére. Regulácia atmosféry zabraňuje povrchovej oxidácii a oduhličeniu počas temperovania, čo je obzvlášť dôležité pre komponenty z presnej nástrojovej ocele a ložiskové krúžky.
Diely je možné nakladať ručne na podnosy alebo automaticky pomocou dopravníkov, valčekových nístejí alebo tlačných systémov. Dávkové temperovacie pece zvládajú jednotlivé zaťaženia, zatiaľ čo kontinuálne temperovacie pece – ako sú valcové nísteje alebo pásové temperovacie pece – spracovávajú diely v stálom prúde, vhodné pre veľkoobjemové operácie, ako je výroba spojovacích prvkov, pružín alebo ložísk.
Temperovacie pece sa dodávajú v niekoľkých konfiguráciách, z ktorých každá je vhodná pre rôzne objemy výroby, geometrie dielov a procesné požiadavky. Výber správneho typu priamo ovplyvňuje energetickú účinnosť, priepustnosť a rovnomernosť teploty.
| Typ pece | Prevádzkový režim | Typický rozsah teplôt | Najlepšie sa hodí pre |
|---|---|---|---|
| Boxová / dávková temperovacia pec | Dávka | 150 až 700 °C | Nástroje, matrice, zmiešané typy dielov |
| Pit / Vertikálna temperovacia pec | Dávka | 150 až 650 °C | Dlhé hriadele, tyče, tyče |
| Temperovacia pec zo sieťoviny | Nepretržitý | 150 až 500 °C | Malé časti: spojovacie prvky, ložiská, pružiny |
| Temperovacia pec s valčekovým krbom | Nepretržitý | 200 až 700 °C | Veľké ploché diely, automobilové výlisky |
| Auto spodná temperovacia pec | Dávka | 200 až 700 °C | Ťažké výkovky, veľké priemyselné komponenty |
| Temperovacia pec so soľným kúpeľom | Dávka | 150 až 600 °C | Rýchle, rovnomerné temperovanie presných dielov |
Medzi týmito, mesh pás temperovací pec je najrozšírenejšia v prostredí hromadnej výroby. Jedna linka pásovej pece s okom dokáže spracovať stovky kilogramov dielov za hodinu, čo z nej robí chrbticu operácií tepelného spracovania ložísk a spojovacích prvkov na celom svete.
Jedinou najvplyvnejšou premennou v procese temperovania je teplota. Vo vnútri temperovacej pece zvolená teplota priamo určuje kompromis medzi tvrdosťou a húževnatosťou. Keď sa teplota popúšťania zvyšuje, tvrdosť sa znižuje a húževnatosť sa zvyšuje - ale vzťah nie je lineárny a závisí vo veľkej miere od zloženia zliatiny.
V prípade bežnej stredne uhlíkovej ocele, ako je AISI 4140, uvádzame, ako teplota popúšťania ovplyvňuje tvrdosť podľa Rockwella (HRC) po kalení oleja:
| Teplota temperovania (°C) | Tvrdosť (HRC) | Typická aplikácia |
|---|---|---|
| 150–175 | 57–60 | Rezné nástroje, opotrebované povrchy |
| 200 – 250 | 52–57 | Ložiská, puzdrá |
| 300 – 350 | 45–52 | Pružiny, ručné náradie |
| 400 – 450 | 38–45 | Ozubené kolesá, hriadele, ojnice |
| 550 – 600 | 28-35 | Konštrukčné prvky, tlakové nádoby |
| 650 – 700 | 20-28 | Vysoká húževnatosť výkovkov, ťažké stroje |
Jeden dôležitý fenomén, ktorý si treba uvedomiť, je povahová krehkosť — zníženie rázovej húževnatosti, ku ktorému dochádza, keď sa niektoré legované ocele popúšťajú v rozsahu 250 – 400 °C (modrý rozsah krehkosti) alebo sa pomaly ochladzujú na 375 – 575 °C. Temperovacie pece používané pre legované ocele sú často naprogramované tak, aby sa vyhli týmto teplotným rozsahom alebo aby sa cez ne rýchlo ochladzovali, aby sa zabránilo krehnutiu. Preto je dôležité presné programovanie pece – nielen dosiahnutie cieľovej teploty, ale aj riadenie rýchlosti a dráhy zmeny teploty.
Temperovacie pece sú prítomné prakticky v každom sektore, ktorý sa spolieha na časti z tvrdenej ocele. Proces temperovania nie je pre väčšinu konštrukčných komponentov voliteľný – je to povinný krok, ktorý robí rozdiel medzi dielom, ktorý spoľahlivo funguje v prevádzke, a dielom, ktorý sa zlomí pri zaťažení.
Automobilový sektor patrí medzi najväčších spotrebiteľov temperovacej kapacity na svete. Ozubené kolesá, kľukové hriadele, vačkové hriadele, ojnice, nápravové hriadele, ventilové pružiny a komponenty prevodovky prechádzajú cez temperovacie pece ako súčasť ich výrobnej cesty. Moderný osobný automobil obsahuje stovky tepelne upravených oceľových dielov a mnohé z nich vyžadujú temperovanie, aby sa dosiahla správna rovnováha medzi únavovou pevnosťou a odolnosťou proti nárazu. Temperovacie pece s kontinuálnym sieťovým pásom alebo valcovou nístejou v prevádzke 24 hodín denne sú štandardným vybavením veľkoobjemových dodávateľských závodov pre automobilový priemysel.
Ložiskové krúžky a valivé telesá vyžadujú veľmi presné temperovanie, typicky v rozsahu 150 až 180 °C na dosiahnutie cieľovej tvrdosti 58–64 HRC pri eliminácii zvyškového austenitu a zabezpečení rozmerovej stability. Dokonca aj odchýlka 10 °C od špecifikovanej teploty popúšťania môže spôsobiť, že tvrdosť spadne mimo toleranciu. To je dôvod, prečo výrobcovia ložísk veľa investujú do kvalifikácie pecí a systémov temperovacích pecí v súlade s AMS 2750 / CQI-9.
Rezné nástroje z rýchloreznej ocele (HSS) sú zvyčajne temperované pri 540 až 560 °C — proces nazývaný sekundárne kalenie popúšťanie — vykonávané dvakrát alebo trikrát na konverziu zadržaného austenitu a vývoj sekundárnych karbidov, ktoré poskytujú červenú tvrdosť. Nástrojové ocele na prácu za studena, ako je oceľ D2 alebo H13 na tvárnenie za tepla, sa popúšťajú v rôznych teplotných rozsahoch, aby sa optimalizovali ich špecifické prevádzkové vlastnosti. Skriňové dávkovacie temperovacie pece sú najbežnejšou voľbou pre nástrojárne a lisovne kvôli ich flexibilite pri manipulácii s rôznymi veľkosťami dielov.
Komponenty podvozku, upevňovacie prvky, konštrukčné rámy a časti motora vyžadujú temperovanie za prísne kontrolovaných podmienok. Letectvo a kozmonautika musí spĺňať špecifikácie AMS 2759, ktoré definujú prípustné teplotné rozsahy, doby výdrže, polohy termočlánkov a požiadavky na zaznamenávanie. Temperovacie pece používané v leteckom a kozmickom priemysle sa zvyčajne vyznačujú viacerými termočlánkami, redundantnými riadiacimi systémami a plne automatizovaným zaznamenávaním cyklov s digitálnou sledovateľnosťou.
Ventilové pružiny, závesné pružiny a priemyselné pružiny sú temperované na približne 380 až 450 °C optimalizovať ich elastický limit a únavovú životnosť. Kontinuálne pásové temperovacie pece sú tu ideálne, pretože pružinový drôt alebo vinuté pružiny môžu pretekať vo veľkých množstvách. Správne temperovanie zlepšuje únavovú pevnosť uvoľnením zvyškových napätí, ktoré vznikajú počas procesov navíjania a brúsenia.
Všetky tieto tri typy pecí sa používajú na tepelné spracovanie, ale slúžia zásadne na iné metalurgické účely. Ich zámena vedie k významným procesným chybám a vyradeným častiam.
Kľúčovým rozdielom je, že sa vždy používa temperovacia pec po kalenie, ako nápravný krok. Zvyčajne sa vykonáva žíhanie a normalizácia predtým konečné vytvrdzovanie, ako prípravné kroky. Rozsahy prevádzkových teplôt sa tiež výrazne líšia: popúšťanie zostáva pod 700 °C, zatiaľ čo žíhanie a normalizácia často prebiehajú nad 800–950 °C.
Správne temperovanie vyžaduje viac než len nastavenie číselníka. Na dosiahnutie požadovaného výsledku je potrebné súčasne riadiť niekoľko interagujúcich parametrov.
Prieskumy teplotnej rovnomernosti (TUS) – ako to vyžaduje AMS 2750 a podobné normy – merajú skutočné rozloženie teploty v pracovnej zóne pece pomocou viacerých kalibrovaných termočlánkov. Pece sú rozdelené do tried presnosti na základe ich jednotnosti: Trieda 2 (±6 °C) and Trieda 3 (±8°C) sú bežné pre presné časti, zatiaľ čo trieda 5 (±14°C) môže byť prijateľná pre menej kritické aplikácie. Neadekvátna teplotná jednotnosť je jednou z hlavných príčin odmietnutých šarží tepelného spracovania.
Čas namáčania sa vypočítava na základe hrúbky sekcie – bežné pravidlo je 1 hodina na palec (25 mm) prierezu , s minimálne 1 hodinou. Nedostatočný čas namáčania zanecháva zvyškové napätia v jadre hrubých profilov. Príliš dlhý čas namáčania pri teplotách nad 500 °C u niektorých legovaných ocelí ohrozuje krehnutie popúšťania alebo rast zŕn. Oba extrémy znižujú výkon.
Preťaženie temperovacej pece alebo stohovanie dielov tesne bráni prúdeniu vzduchu a vytvára teplotné gradienty v náklade. Časti by mali byť usporiadané tak, aby umožňovali dostatočnú cirkuláciu vzduchu. Na udržanie oddelenia medzi časťami sa často používajú držiaky košov alebo podnosov. V kontinuálnych peciach je hustota zaťaženia pásu (kg/m²) kritickým parametrom procesu.
Pre diely, kde je kritická integrita povrchu – ako sú presné ozubené kolesá alebo ložiskové dráhy – neutrálna alebo mierne redukčná atmosféra zabraňuje oxidácii a oduhličeniu počas temperovania. Atmosféra dusíka alebo dusíka a metanolu sa bežne používa v temperovacích peciach s riadenou atmosférou. Časti temperované na čerstvom vzduchu pri vysokých teplotách môžu vytvárať povrchové oxidové vrstvy, ktoré sa musia odstrániť otryskaním alebo prevalením, čo zvyšuje náklady a zvyšuje čas cyklu.
Pre väčšinu obyčajných uhlíkových a nízkolegovaných ocelí má rýchlosť ochladzovania po temperovaní minimálny vplyv na konečné vlastnosti. Avšak v prípade určitých legovaných ocelí – najmä tých, ktoré obsahujú Mn, Cr, Ni alebo P – pomalé ochladzovanie pri teplote 375–575 °C spôsobuje popúšťacie krehnutie, dramatický pokles vrubovej húževnatosti. Tieto ocele musia byť vodou alebo olejom ochladeným po temperovaní rýchlo obísť tento rozsah.
Náklady na energiu predstavujú významnú časť prevádzkových nákladov v akomkoľvek zariadení na tepelné spracovanie. Moderné konštrukcie temperovacích pecí zahŕňajú viaceré stratégie na zníženie spotreby energie bez ohrozenia metalurgického výkonu.
Niektoré pokročilé systémy kontinuálnych temperovacích pecí teraz dosahujú špecifickú spotrebu energie nižšie 0,15 kWh na kilogram spracovanej ocele — výrazné zlepšenie oproti starším konštrukciám, ktoré spotrebovali 0,25 – 0,35 kWh/kg.
Aj pri správne navrhnutej temperovacej peci môžu chyby procesu spôsobiť chyby, ktoré ohrozia výkon dielu. Pochopenie týchto chýb a ich základných príčin pomáha operátorom správne nastaviť a udržiavať proces temperovania.

TK-13200, TK-7230 TK-13200、 TK-7230 12AXES CNC STROJ NA NAVÍJANIE PRUŽINY ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 12AXES CNC STROJ NA NAVÍJANIE PRUŽINY ...
See Details
TK12120 TK-12120 12AXES CNC PRUŽINOVÝ STROJ ...
See Details
TK-6160 TK-6160 CNC PRUŽINOVÝ STROJ ...
See Details
TK-6120 TK-6120 CNC PRUŽINOVÝ STROJ ...
See Details
TK-5200 TK-5200 5AXES CNC PRUŽINOVÝ STROJ na navíjanie ...
See Details
TK-5160 TK-5160 5AXES CNC PRUŽINOVÝ STROJ na navíjanie ...
See Details
TK-5120 TK-5120 5AXOS CNC STROJ NA NAVÍJANIE PRUŽINY ...
See DetailsMobilný QR kód

 Language
Language  中文简体
中文简体

